|
Last update Apr. 25th. 2014 |
Special Tools and Accessories |
| EFCO 150KF Muffle Kiln | |
| made by Fornell & Co, in Pforzheim, Germany. | |
|
It is a powerful electric muffle furnace with round glass window,
of compact construction intended for heat treatment, enamelling, firing
ceramics etc.
- Chamber volume: 2.45 l - Maximum Temperature: 1100°C - Muffle Size (W x D x H): 160 x 195 x 85 mm - Dimensions (W x D x H): 260 x 375 x 300 mm |

|
|
View of the inside of the chamber with the back wall visible, with the
port for the temperature sensor on the top left hand side, used to
measure the temperature inside of the chamber.
When temperature sensor is mounted, it protrudes only slightly inside the chamber, just enough to provide correct reading of the temperature, but not to interfere. |

|
|
To be able to closely control temperature within the furnace it is
necessary to measure temperature in the chamber by use of sensor.
Due to extremely high temperatures inside the chamber, up to 1100ºC, the required sensor is a K type thermocouple, capable of precisely measuring temperature in the range of -50 to 1250º C Sensor is mounted in a stainless steel tube 5 mm in diameter and 100 mm long. |

|
|
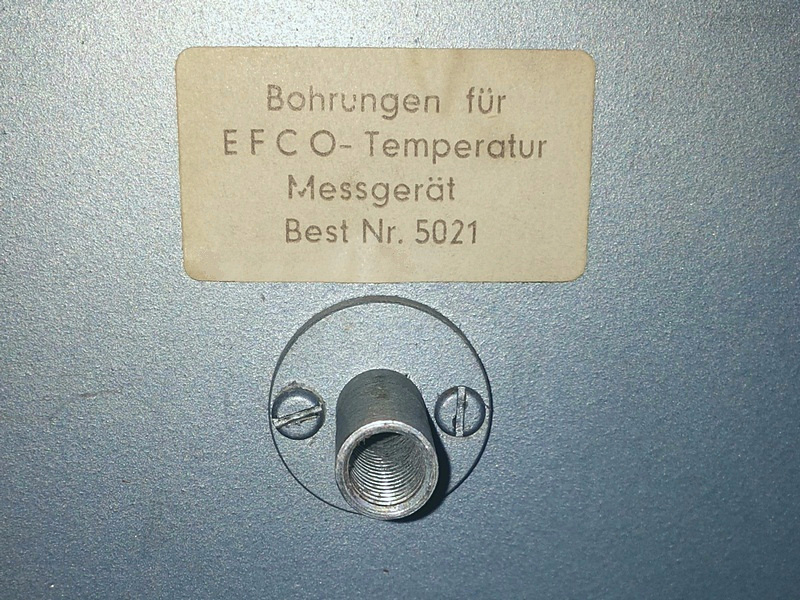
The temperature sensor port is a simple aluminium tube with a flange,
fastened on the back with two screws.
If the sensor were to be pulled out then the PID controller would drive heat up without control, until the furnace would just burn out. Thus, I tapped the tube of the port to accept M8 adaptor made of brass into which sensor can now be screwed in, and secured with counter nut, without any danger of being accidentally pulled out. |
|
|
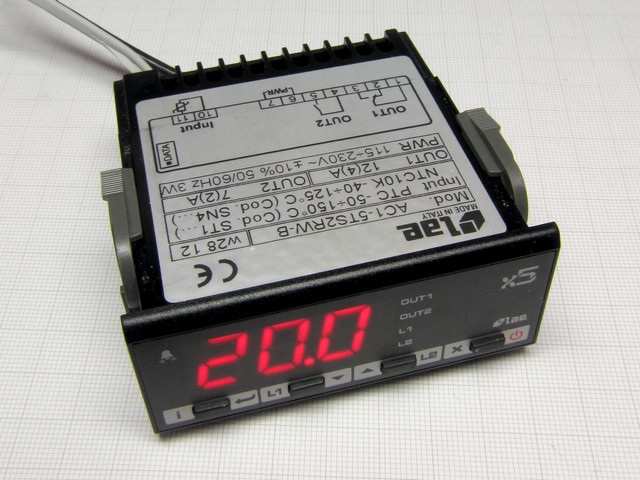
To keep the temperature under control, I have used Lae PID controller,
model AC1-5JS1RW, which is capable of temperature control from -50º -
1000ºC within a narrow window of +/- 3ºC within the specified
temperature range.
For heat treatment of steel, temperatures can be set at: for annealing 800-900ºC, for hardening 750-850ºC and for the tempering 200-500ºC, depending on the properties of the steel that is heat treated. |
|
|
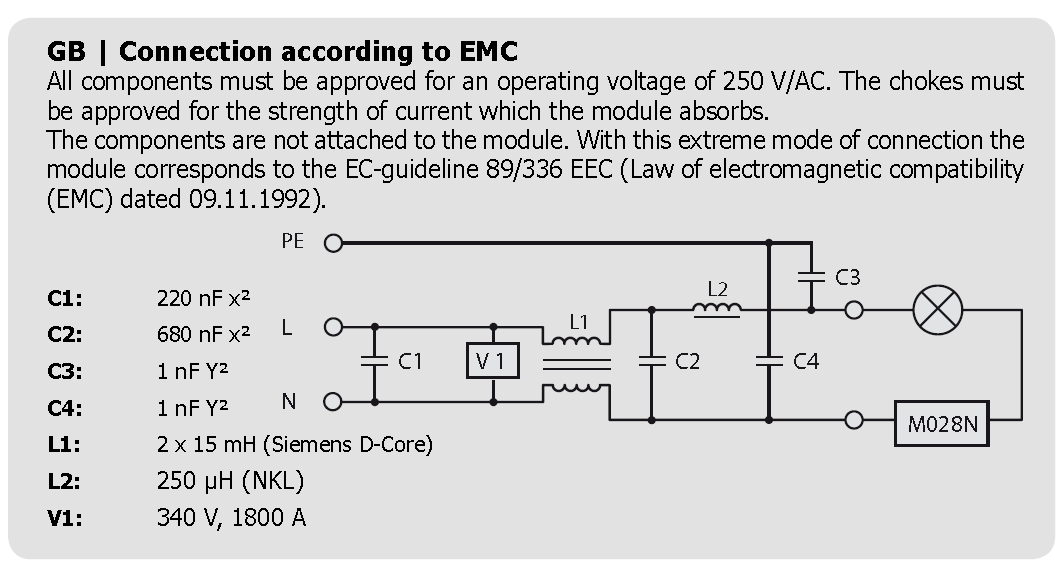
I have decided to use Kemo Power Control Module MO28N to prevent full
current flowing through the heating element and thus in effect ensure
longevity of heating element.
I decided to use it, even though it does prolong the initial time required for the muffle furnace to reach full temperature, however after it is reached the reduction in current flow does not interfere with keeping the set temperature, all taken care by the PID. |

|
|
The module is very simple to use and to connect.
This module is capable of delivering 1400VA - max current 6A @ 230VAC continuously, with no additional heat sink, just as is shown on the image. Practically, there is only a single potentiometer needed, used to set and limit the current flowing to the load. |
|
| References: | |
| 1. Betriebsanleitung EFCO 150-Serie - User Manual -DE | |
| 2. AC1-5 Programming Manual | |
| 3. VanDoren V.J. Examining the fundamentals of PID control - Control Engineering – February 1996 | |
| 4. Design of the PID Controller - Robert A. Paz, Klipsch School of Electrical and Computer Engineering | |
|
|
|
|
Precision Digital Scale |
|
|
At times such a device is indispensable, whether used for counting
parts, or used for measuring chemicals for making solutions required
in preparation of the various recipes, e.g. electroplating or any
other finishing of the watch parts by chemical means.
This scale allows measuring of mass with resolution as small as 0.0001 g, which makes it highly useful when making compensation screws for a balance wheel for a precision timekeeper. The upper measuring limit of mass is 210 g. |

|
|
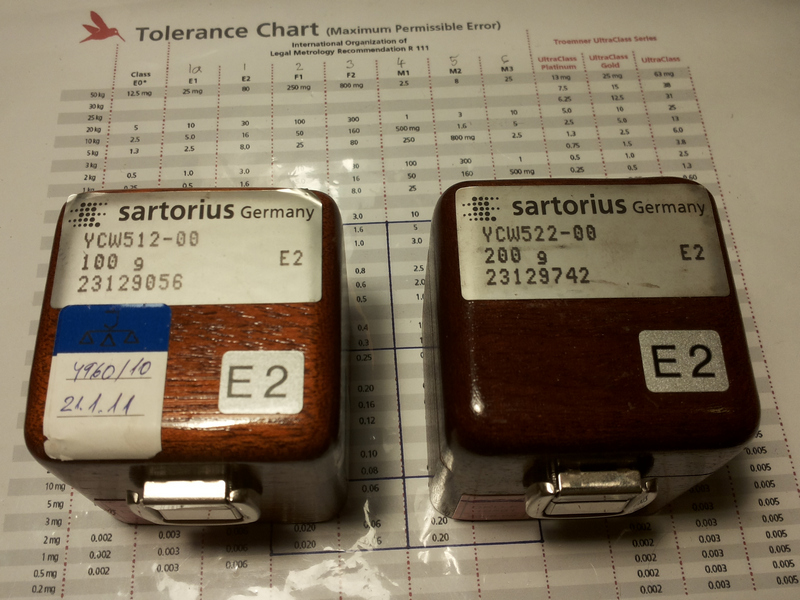
To maintain the precision of measurement, the scale has to be checked
periodically using calibration weights, thus a pair of the OIML standard
weights of class E2 produced by the Sartorius Werke GmbH.
The error of the weight is guaranteed to be less than +/- 0.3 mg for the 200g weight, and less than +/- 0.16 mg for the 100 g weight.
|
|
|
|
|
|
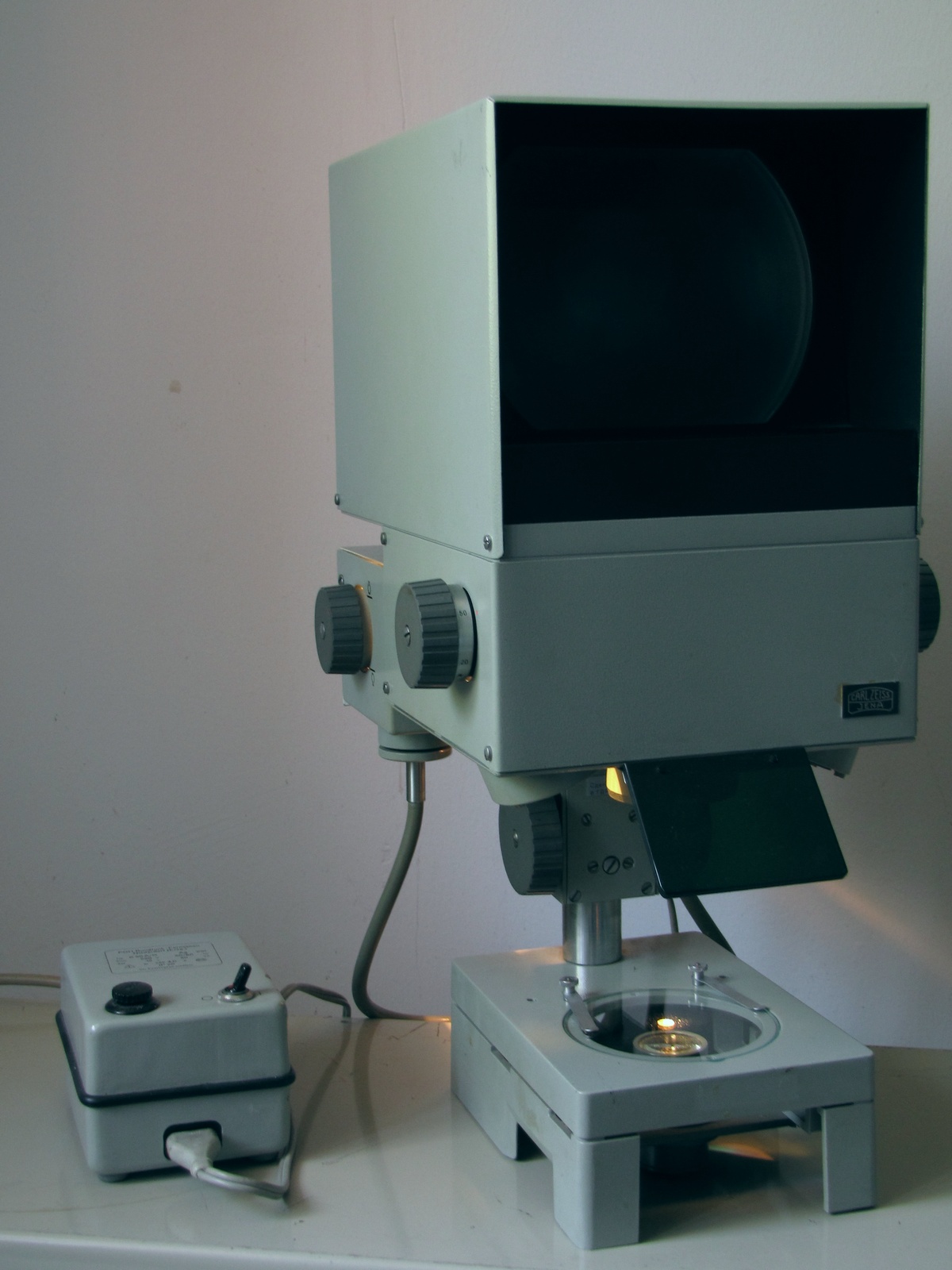
Carl
Zeiss - Stereo Microscope Projector Plastival 50 |
|
| Stereo microscope projector is used to enlarge images of small components and then project them on a precision ground frosted glass and thus enable their inspection. |
|
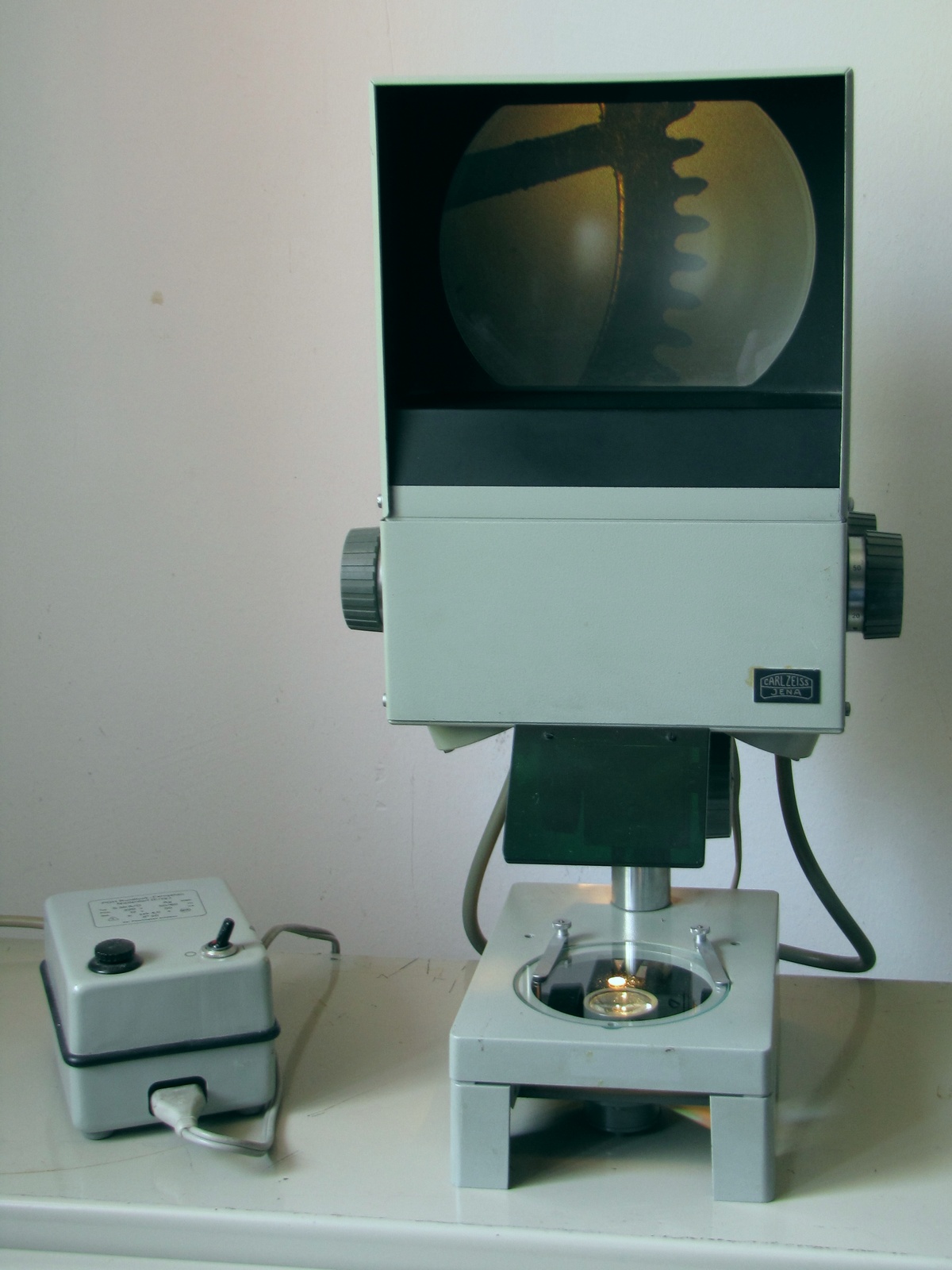
| Microscope
projector showing a watch wheel
magnified 32 times, lighted from above and from below. This Stereo Microscope Projector is capable of 8x, 12.5x, 20x, 32x and 50x magnification, projecting images onto a frosted screen 160 mm in diameter and 120 mm high. |
 |
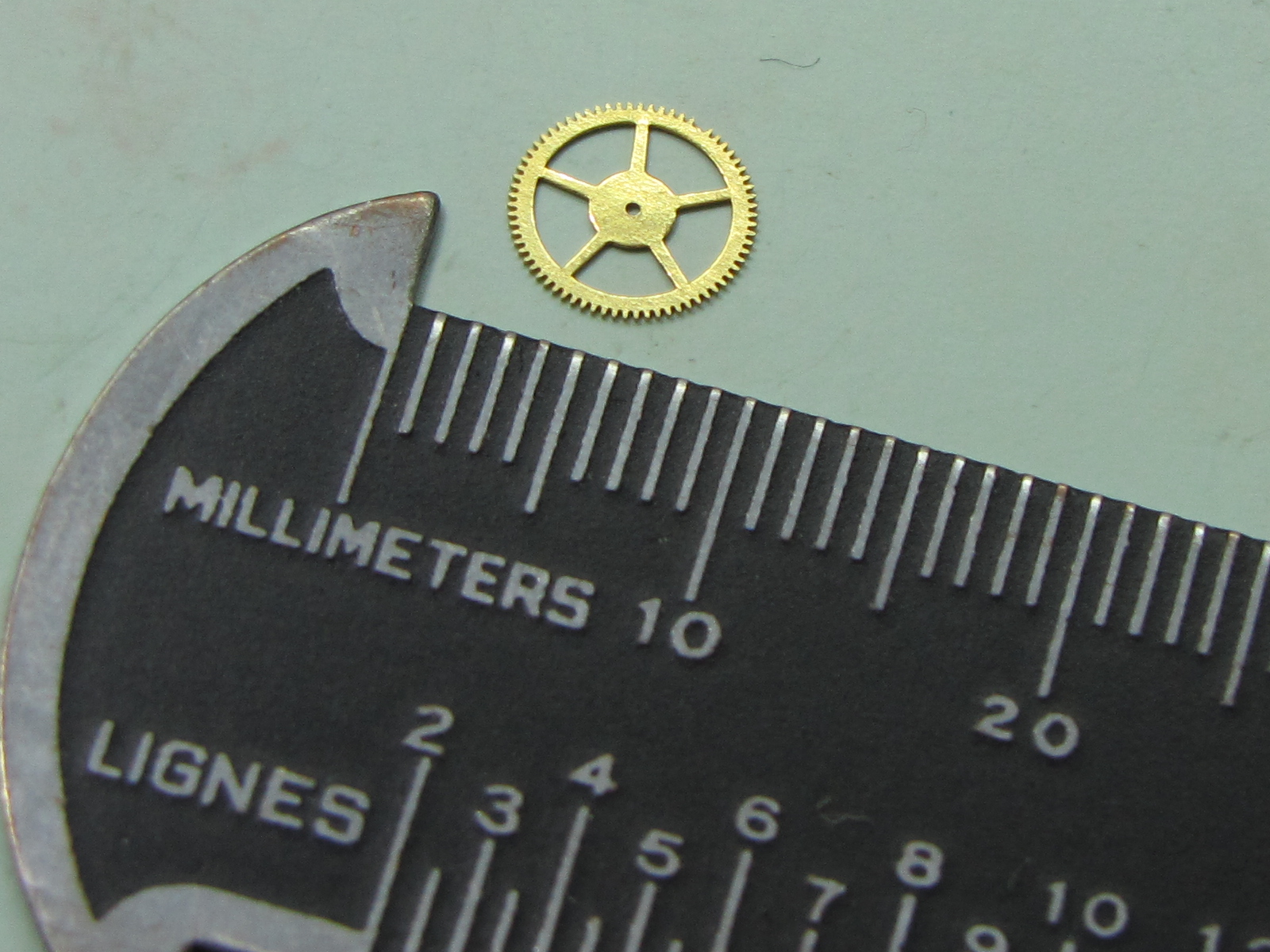
| Damaged Grana fourth wheel, with one tooth broken, is shown next to the watch gauge showing its real size. |
|
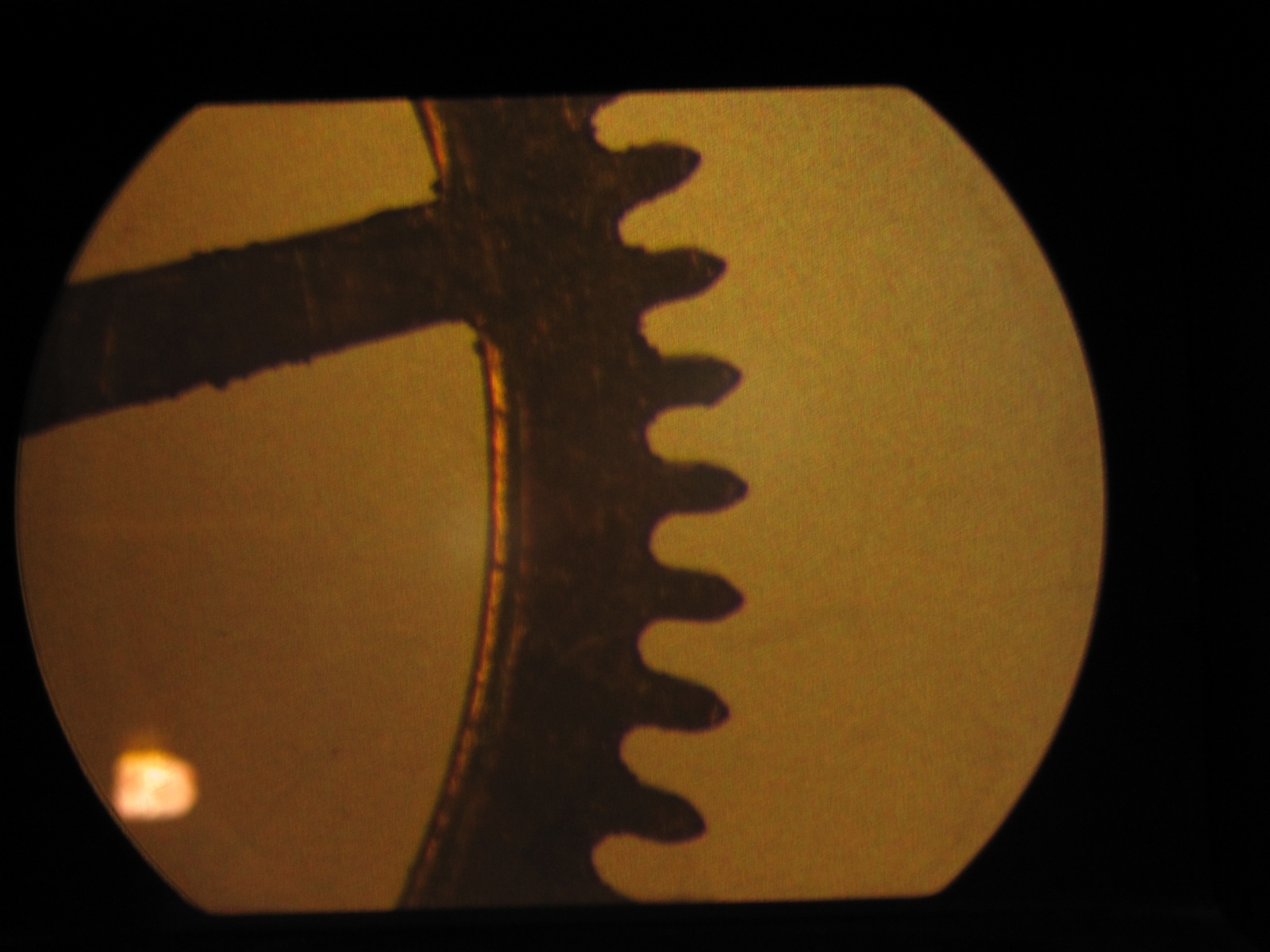
| The
same wheel, magnified 32x and projected onto the frosted screen of
the microscope projector. Image is used to compare the tooth geometry to the milling cutter during its making. This cutter will be used in machining a new wheel, with teeth exactly matching the old one in order to replace it. |
 |
| top | |
| The Measuring Microscope | |
|
This Srb a Štys
measuring microscope
came into my possession as part of the lot of surplus equipment
discarded from one of the forensics laboratories.
|

|
| Microscope is made of solid brass, it magnifies 24X and has a cross hair in the eyepiece, used to determine starting and ending points while measuring length using high precision micrometer, X-axis travel 0 to 25 mm, with 1 µm precision. |

|
|
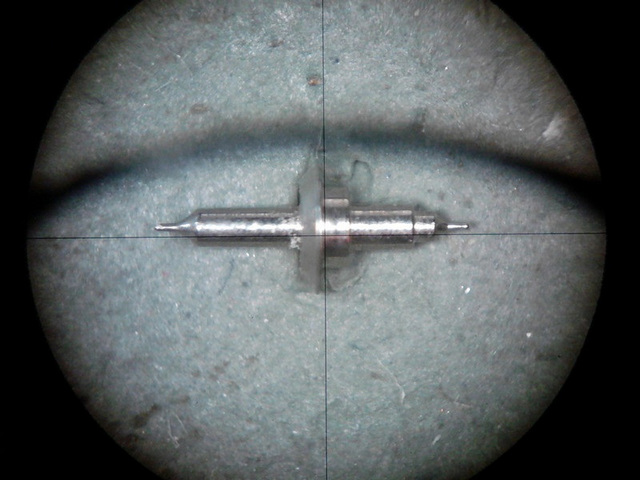
Typical view, of the non inverted image, as seen through the
eyepiece of Srb a Štys measuring microscope, with 6 mm field of
view.
The image shows a balance staff, 337/100 mm long, enlarged 24X, the elements of which are being measured along the X-axis. Second image shows 'scope used to measure the size of the pallet stone without removing it from fork. Using a simple protractor, one can measure the impulse face angle off the computer screen. |
|
|
Micrometer
thumbwheel has graduated divisions of 1/100mm with vernier scale allowing
readings down to 1/1000 mm i.e. 1 μm.
Crosshair is used to visually set the start and the end of the measurement of the very small part, rather than using two surfaces touching each other, which may introduce errors. Thus, using the optics, we allow margin of error to stay within limit of ±0.5 μm, by eliminating number of sources of error. |

|
| The base cross bar can be removed for mounting a cross slide or some other accessory for easier and more precise manipulation of the object being measured. |

|
| In order to use the 'scope as was originally intended, not having any of the original accessories, I have mounted a spare cross slide, part of one of the Boley & Leinen watchmaker's lathes, onto the microscope cross bar. |  |
|
|
|
| top | |
| The Spot Welder | |
| Another
special tool used in watchmaking workshop is the Spot Welder. Its intended use is for the preparation of the watch mainspring ends. Often the mainspring has the wrong end-piece, instead of one type it has another while the correct one cannot be procured. Thus the repairer is forced to make do with what is available and is in stock. |
 |
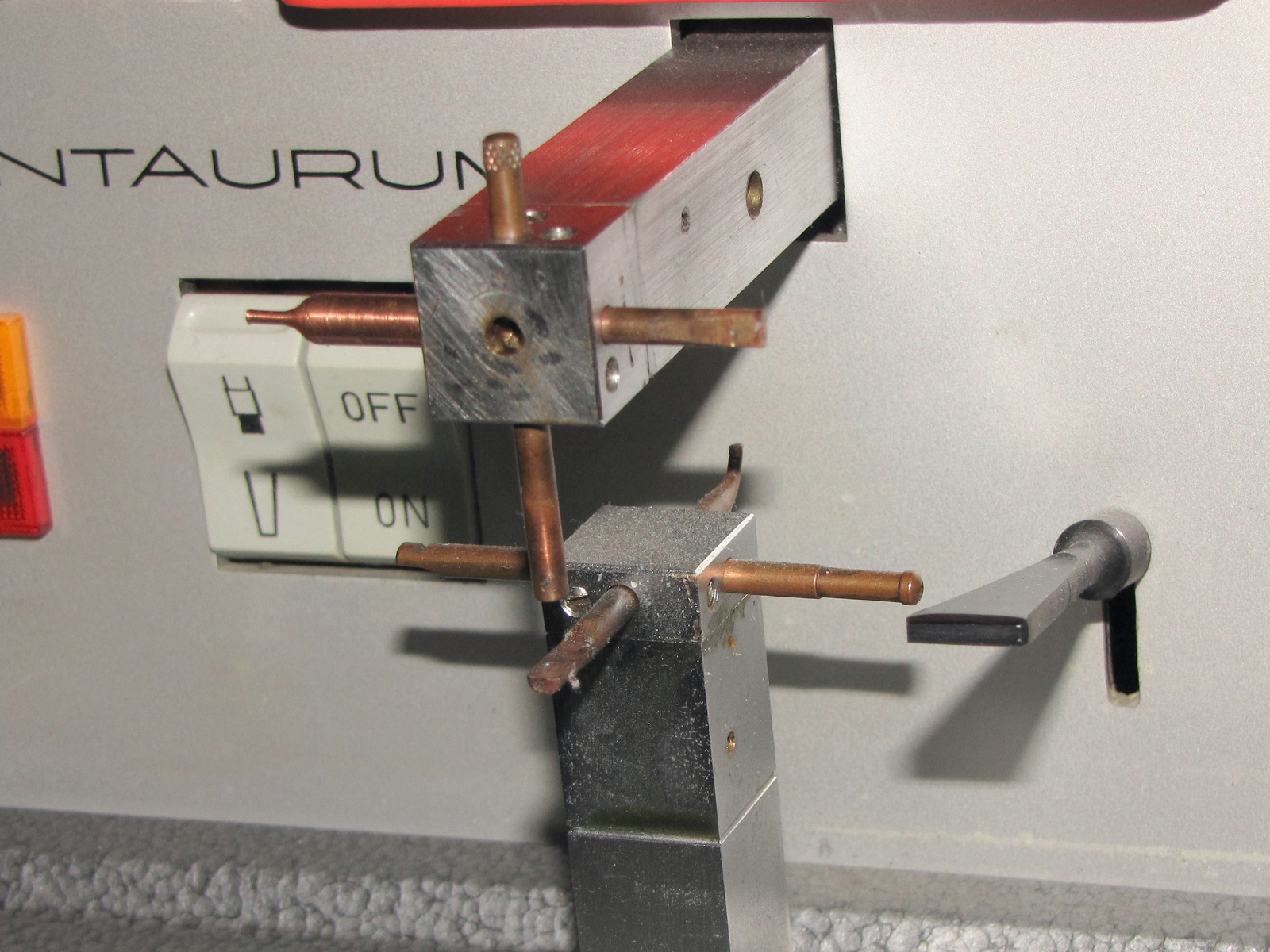
| In
such situations a spot welder is indispensable, and as it happens spot
welder of the orthodontic variety is just right.
Being capable of spot welds as well as of silver soldering if using carbon electrode as the upper one. This unit is capable of delivering 2000 Amps of current in either a short burst selected by setting the potentiometer, or longer periods selecting brazing mode and using carbon electrode. |
 |
| In
practical terms this means that this unit can spot weld two sheet
metal pieces or wire as thin as 0.05 mm (0.002") to as thick as
4.00 mm (0.160")
One great design treat is the ability to swivel the welding electrode heads and thus choose and quickly change needed electrode out of the four possible, the mounted ones. |
 |
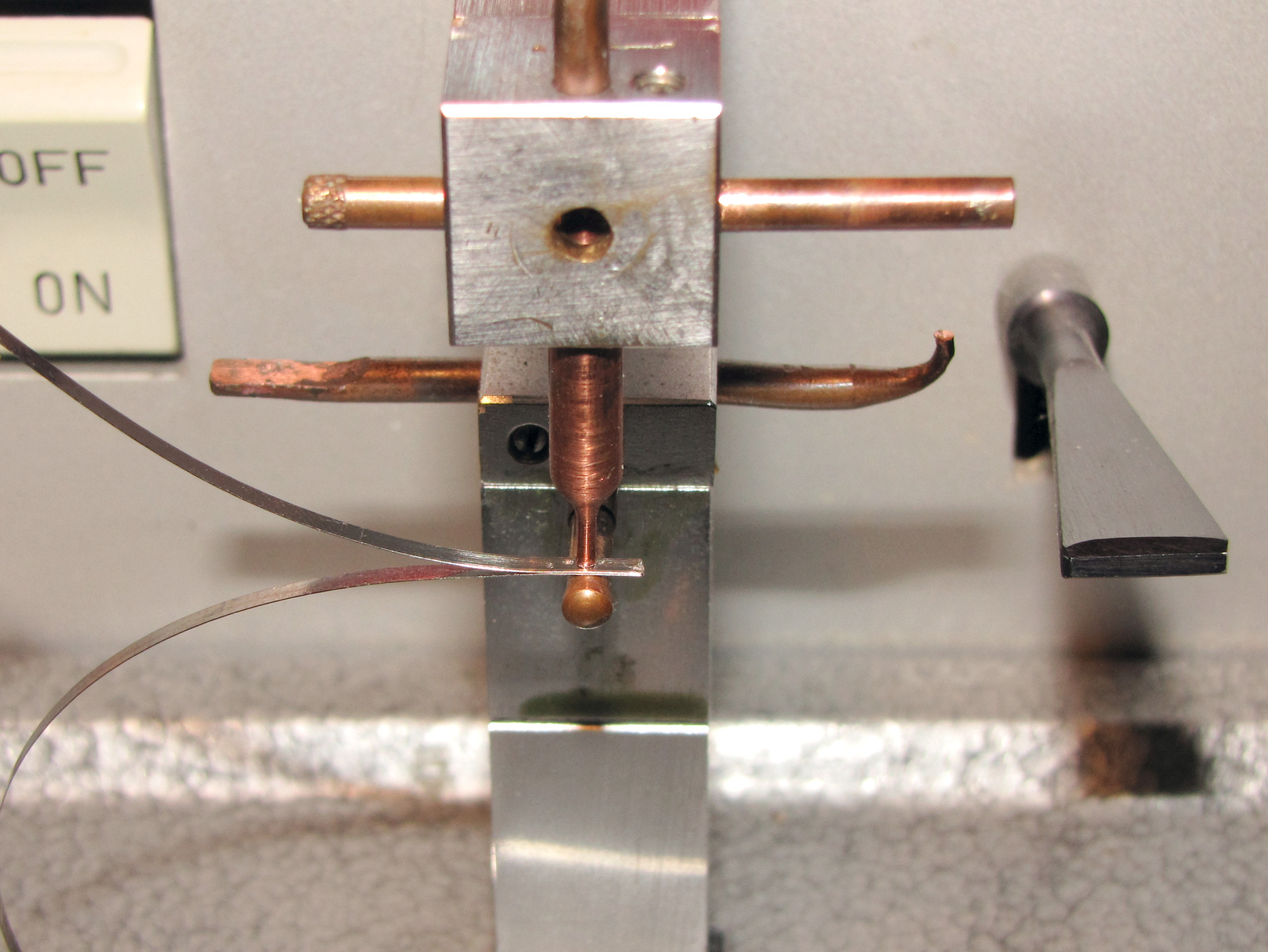
| Spot
welder in action, actually joining bridle to a white alloy mainspring,
spot welding the two parts together.
There is yet another use of this spot welder. One can also use hand held electrodes to join pieces of the complex forms which cannot be easily presented to the electrode posts of the welder itself. |
 |
| top | |
| Tool and cutter Grinder | |
| Alexander 2CG, single lip tool and cutter grinder, is
intended for grinding tungsten carbide, as well as HSS tools, designed not for industrial production but for
small workshop requiring high precision tool bits of various forms. Using diamond wheel dressing tool with built in micrometer, wheel dressing is easily accomplished even with the cutter in place. The 2CG grinds offset radii, back relief, dovetail cutters. Fast, accurate means to produce or regrind single lip mold & engraving cutters. Adjustable work head (0.001" increments) moves parallel to the grinding wheel axis, with free or controlled movement across the face of the grinding wheel. Universal movement allowing the work head to rotate horizontally or vertically. Third cross-slide with vernier scale graduated in 0.001" for grinding offset radii 90° rotary movement that can be increased additional 30° when grinding back relief or dovetail cutters. The grinder makes it possible to produce various cutting tools in tungsten carbide which are often used in a watchmaking workshop. |
|
| The
Alexander 2CG Single Lip Tool and Cutter Grinder
Bench top version, built quite rigidly to withstand years of use, weighs about 40 kg (~ 85 lb). Apart from some cosmetic blemishes, result of careless use by the previous owner, T&C grinder is in a perfect working condition, with practically no wear. |
 |
| A view of the indexing head showing all possible rotation and movements of the head. | 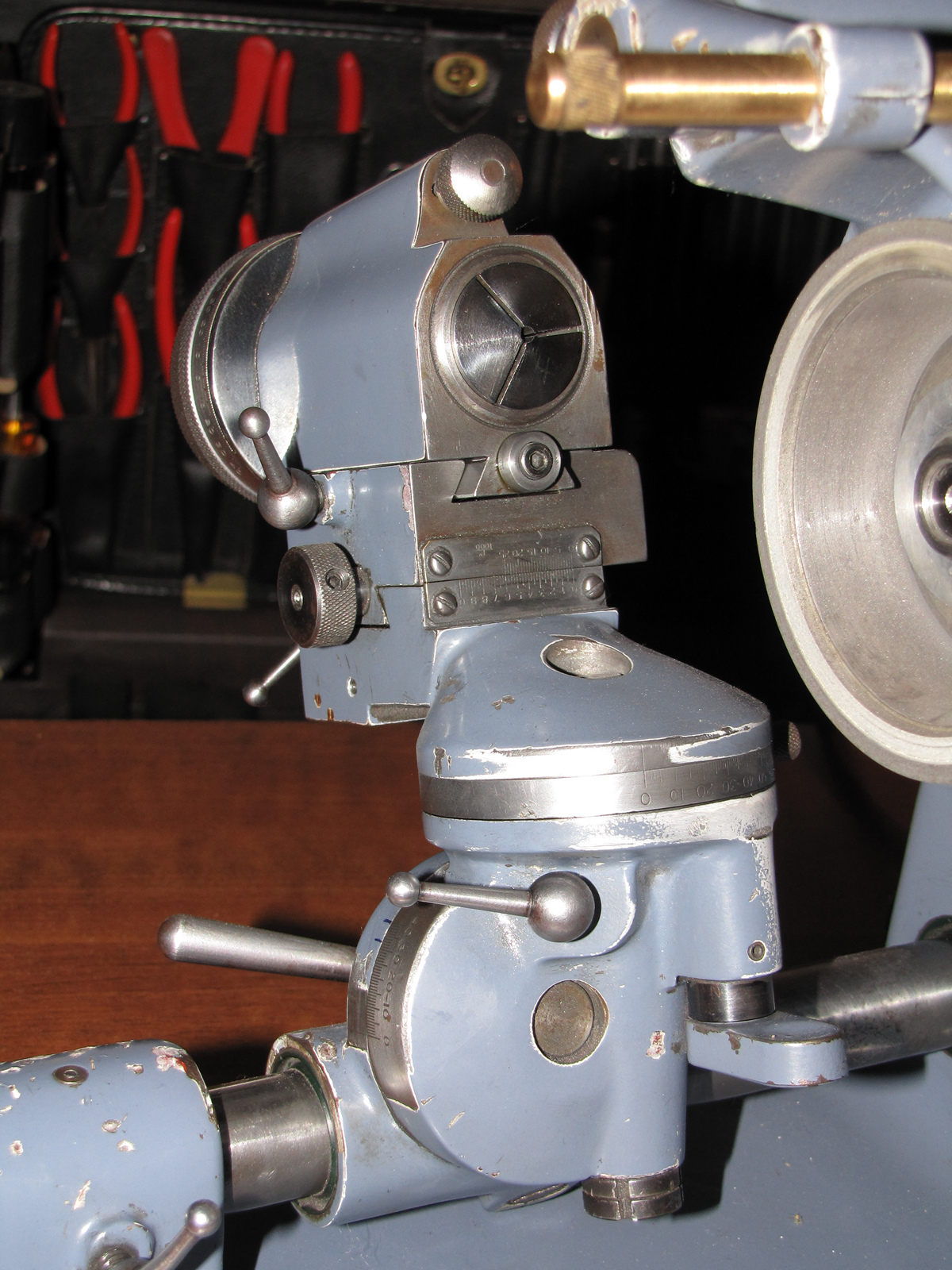 |
| Another view of the indexing head showing it from side. | 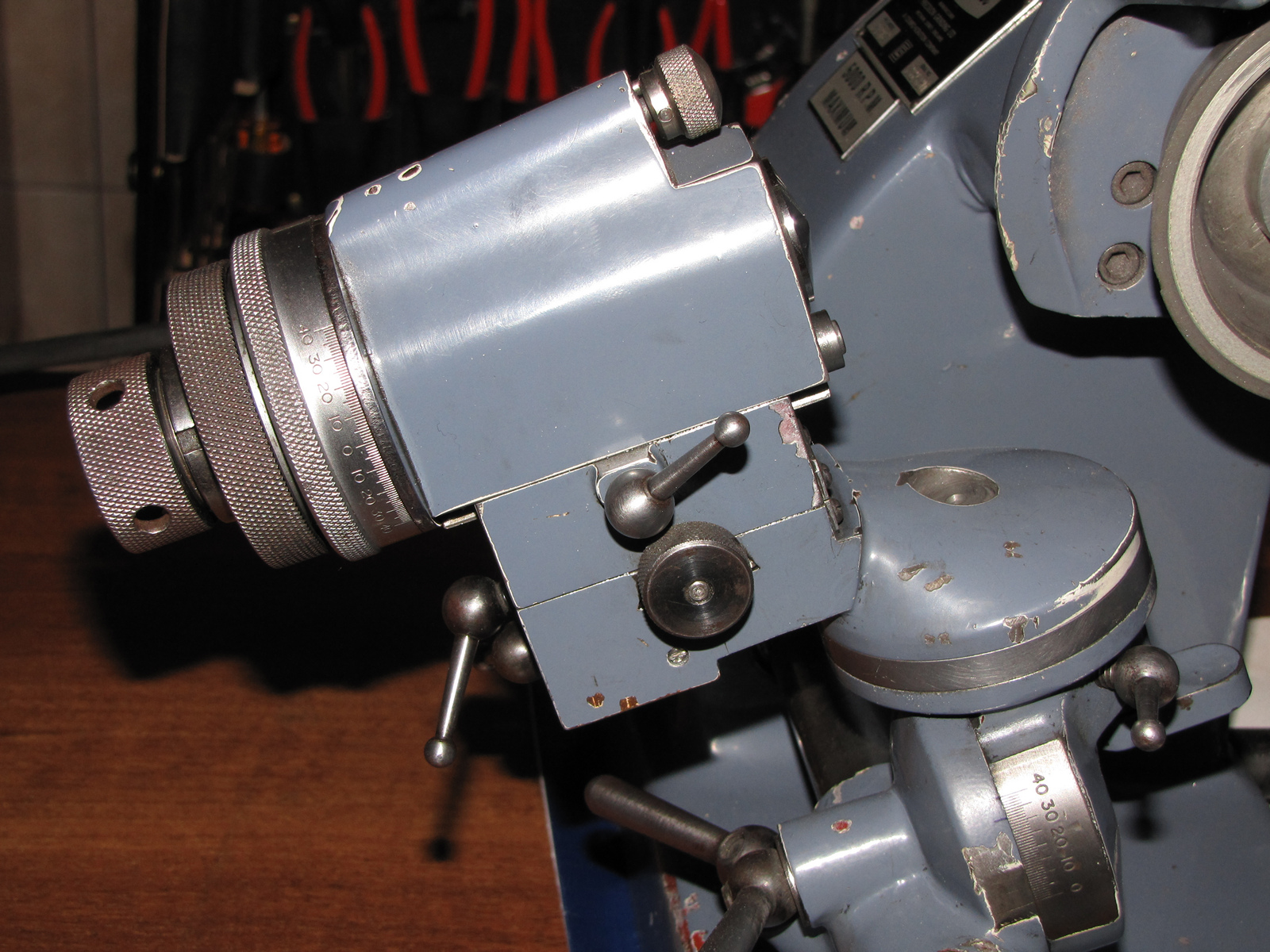 |
| Feed screw adjustment knob, one full turn is equal to 0.050", graduated in 0.001" divisions, . | 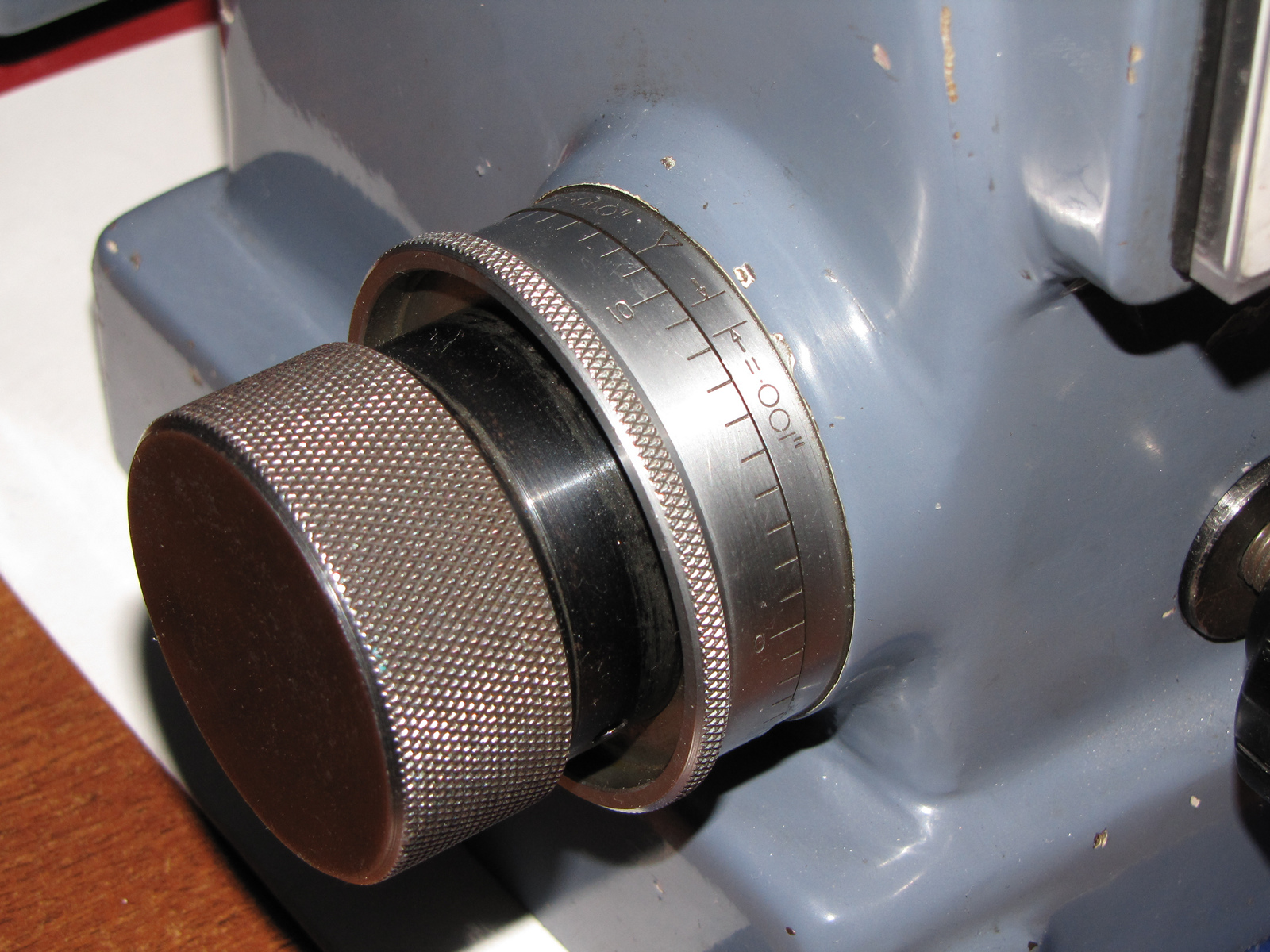 |
| The
set of 18 pcs. 355E (L20) collets which have come with the grinder.
Collet sizes range from 1 to 20 mm in 0.50 mm steps. These collets can also be purchased with square and hexagonal openings, both in Imperial and Metric sizes. |
 |
| An image showing the size of the 355E collet compared to the Schaublin B8 collet (8 mm/ WW collet). |  |
| Diamond tipped tool for wheel dressing. |  |
| The Twist Drill Grinding attachment allows grinding drill bits from 3.0 to 18 mm while maintaining proper angles. |  |
| Mounting
flanges necessary to achieve fast and accurate and highly repeatable
change of the grinding wheels as required for grinding many different
metals and alloys.
These had to be made as the Alexander 2CG is not in the production any more and if found as NOS the price is exorbitant. |
 |
| A
diamond wheel cup designated 12A2-45 used to grind tungsten carbide.
Of course, one needs at least several grit sizes as may be required to achieve desired low roughness of ground surface. These wheels are designed for dry grinding so diamond particles are resin bonded. |
 |
| For HSS tools one needs different abrasive material like aluminium oxide. | 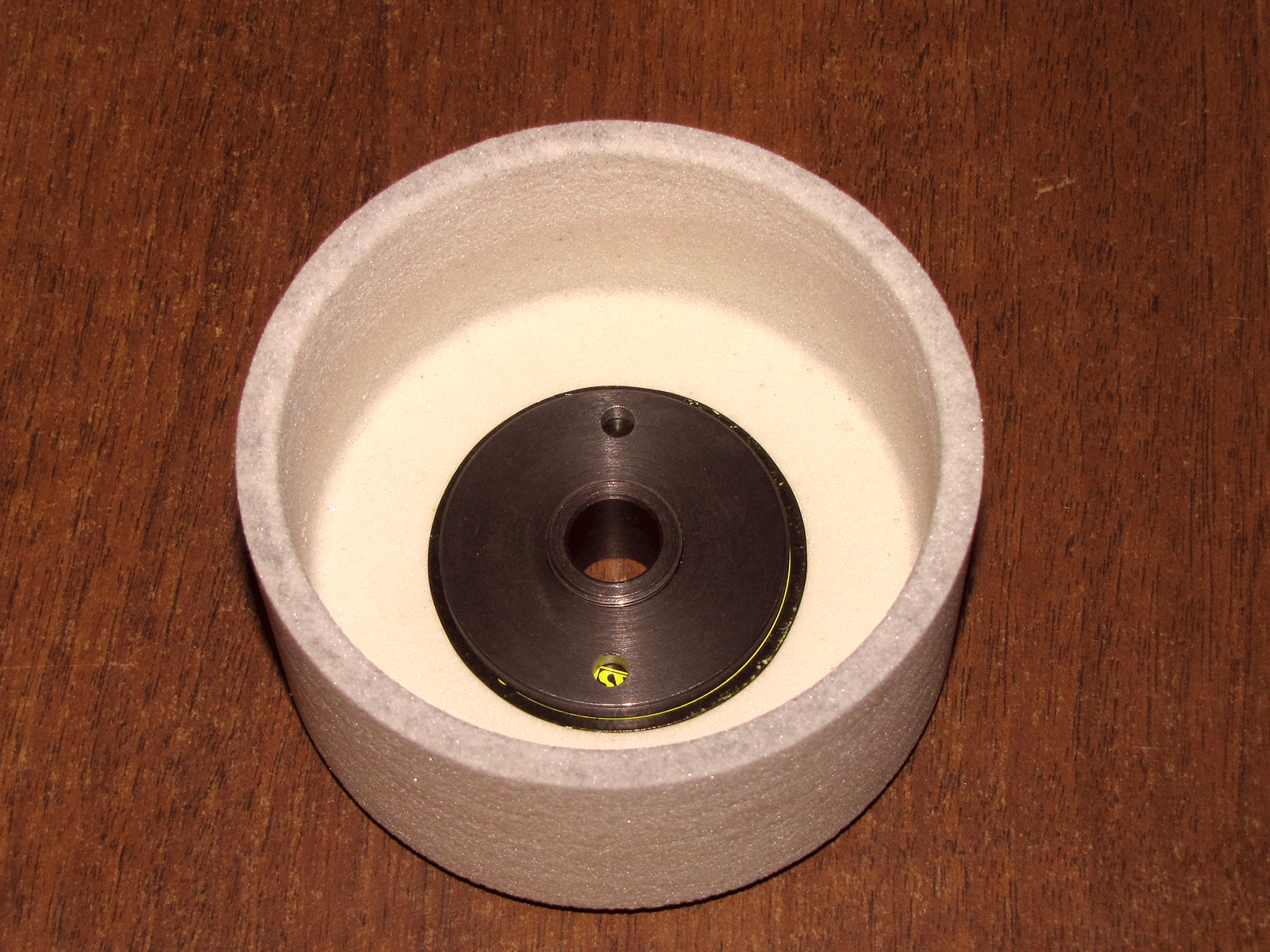 |
| Yet another cup of different grade of aluminium oxide. |  |
| An
example of tungsten carbide spade drill bit, 0.60 mm in diameter,
ground with Alexander 2CG.
Using the Alexander grinder I have been able to grind tungsten carbide spade drill bits as small as 0.30 mm in diameter. |
.jpg) |
| Another example, this time a HSS lathe boring tool, ground from 6.0 mm (~0.25") square stock. |  |
| The same tool viewed from another angle showing the relief angles which are easy to control using the Alexander 2CG. |  |
| I am
used to working with gravers 1/16" square section which,
nowadays, are very hard to procure either of the HSS or Tungsten
Carbide variety.
Thus I grind my own 1/16" TC graver bits from 3.0 mm round carbide stock. |
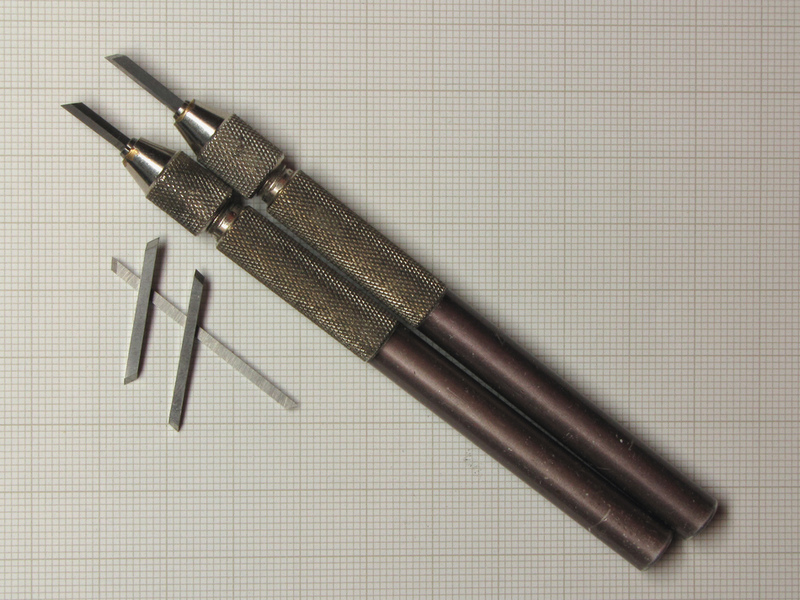 |
| Instead
of brazing the TC tips I have made a number of different holders which
allow quick change of the TC tips when it becomes necessary.
Holders are made from a 3/8" square mild steel stock. |
 |
| Also,
few lathe cutters in holders for use on my watchmaker's lathe.
TC bit holders are made from 3/16" square mild steel stock. The 1/8" and 3/16" HSS cutters are mounted in Tripan 011 cutter holders, also shop made. |
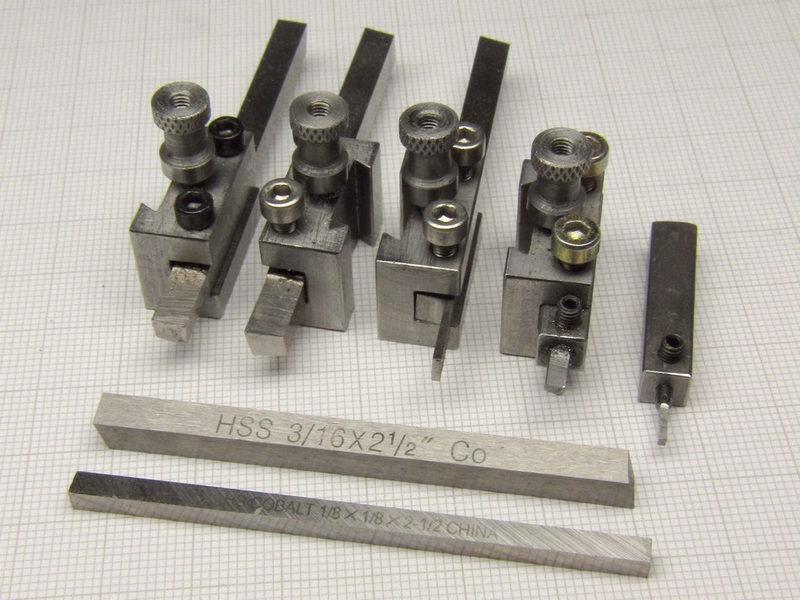 |
| The shop made 1/8" and 3/16" TC cutter holders for mounting in Tripan 011 cutter holders, for holding 2.0 mm and 3.0 mm TC bits, for use on my watchmaker's lathe with QC Tool Post. |  |
|
|
|
|
Copyright © 2004, 2011, 2014, 2015, 2016 by Dushan Grujich. All rights reserved. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
