Concrete as a construction material is familiar to everyone. It's relatively inexpensive, durable,
and a variety of finishes may be applied.
For these same reasons, it makes a excellent medium for the creation of pieces that
are both art and can be put to practical use, either outdoors or in the home.
The entire process, from start to finish, employs materials that are easily obtained
and are environmentally friendly.
Creating Masters
In terms of versatility and workability, clay is the best medium for making masters.
Here are the steps to produce the mushrooms:
First, we need a piece of plywood, about eight inches to one foot square.
The plywood will be required to accommodate a flange on the mold to be made later.
Drive a few nails through the wood at various angles near the center,
and cover the nails with concrete about the size and shape of the mushroom cap.
This saves on the use of clay, and anchors the master firmly to the plywood.
After the concrete sets, a clay surface and the desired figure (for example, the frog) are added.
Pieces of clay to make the figure may be glued together, since firing is not an issue.
The surface is finished with a fine grit sandpaper when dry.
Next, a rim of thin cardboard, about 1/8 inch high, is glued to the plywood,
forming a ring around the mushroom cap at a distance of about two inches.
This is the boundary of the flange.
Glue six to eight small studs or nubs about the diameter of a stove bolt, spaced equally in a circle, about 1/2 inch
inside the flange perimeter.
The studs create holes in the flange for stove bolts that will secure the latex
mold to a piece of plywood later. It's easier to cast these holes now than to cut
them in the tough molding compound afterwards.
Finally, a couple of coats of polyurethane are applied to seal the entire master.
Apply the polyurethane to the clay, the plywood, the cardboard rim, everything.
If the master is improperly sealed, the latex will bond to the surface,
and both the master and mold may be ruined.
Do not apply a water based sealent, such as clear
acrylic, to the clay.
Other materials may be used for masters; the hummingbird plaque is actually a collage.
The ellipse background is plywood, the hummingbird and flower are clay.
The flower stems in the border are electrical wires, the leaves are popsicle sticks
and toothpicks, and the bird's eyes are push-pins.
The only limit is your imagination.
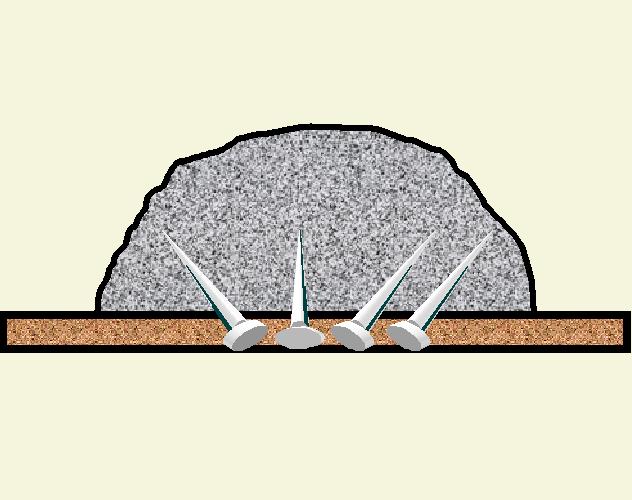

Left : Section detailing the concrete substrate securely bonded to a plywood surface as described above.
A clay surface and figure, studs for bolt holes, and a rim to define the flange boundary are added after the concrete has cured.
Right : After the polyurethane has completely cured, the master, which includes studs
and a rim for the flange, is ready for the latex molding compound.
[Contents]
Making the Molds
There a variety of flexible molding compounds available.
Silicone, such as used in orthotic supports, is a potential material.
There are urethane compounds on the market,
but they require blending in correct proportions, and may be toxic if mishandled.
Vinyl is relatively inexpensive and comes in three degrees of hardness.
However, it must be heated before application, and the temperatues involved would
harm or destroy the masters.
Latex, available at most art shops, is an ideal material. It's water soluble,
and may be applied to the master with a brush at ambient temperatures.
Casting is easier; since concrete will not bond to the latex, no debonding compounds need to be
applied to the surface of the mold.
Nylon brushes, about one inch wide, are the best. Don't waste money on camel or sable hair brushes.
The brush is a loss in any event, as latex bonds to the hairs and is impossible to clean out.
Simply follow the instructions on the container as to application.
Remove any bubbles on the first three coats with a needle, and don't wait
too long between applying layers (about 5 to 15 minutes is an optimum time). Depending on the shape of the cast,
molds may be subjected to severe stresses when removing the cast, and delamination
between layers may occur if they are not properly bonded.
After the third layer, the the next coat of latex may be reinforced.
Most art supply stores or the instructions suggest small pieces of cloth, but if available,
fibreglass cloth works even better.
Ensure the reinforcing material is impregnated with latex so there is a good bond with the previous layer.
Add two to three coats of latex after the reinforced layer.
Allow the mold to cure for at least three, or better yet, four days at room temperature.
The mold may now be removed from the master and mounted on a plywood frame
that will support the flexible latex and keep it stable during casting and curing.
Take any piece of plywood large enough to accommodate the flange, and cut a hole
to allow the part of the mold with the figure to pass through (you don't have to be too fussy as to size).
Place the mold in the hole, mark and drill the holes for the stove bolts, and mount the mold
on the plywood. Now we're all set to make a cast.
Latex molds are extremely tough and durable; and despite the stresses they will endure,
you can expect an average of eighty casts before the mold needs to be retired.
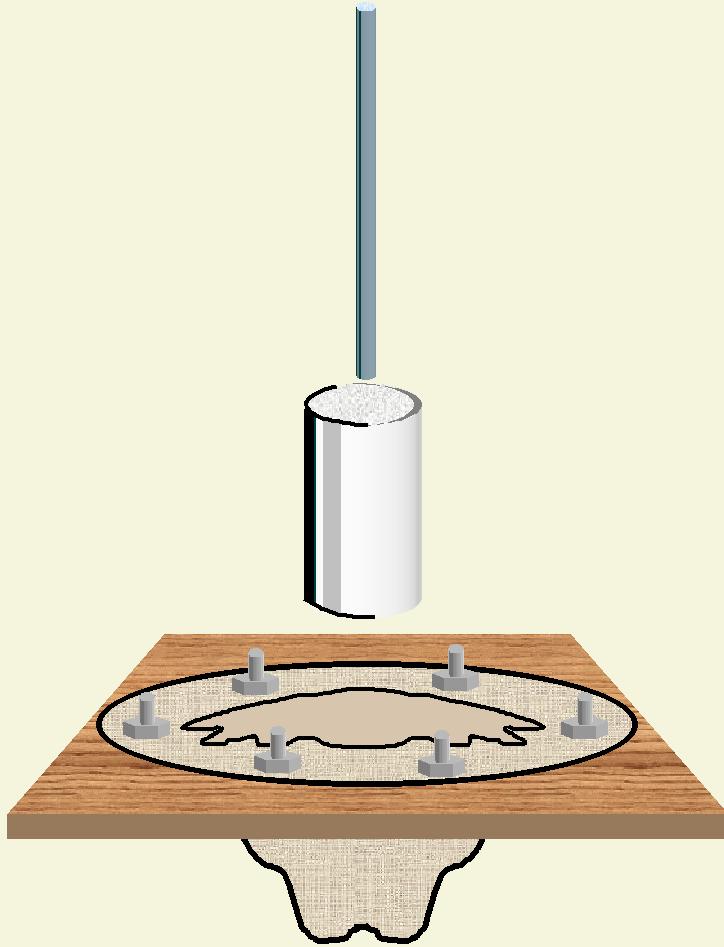
The reinforced latex mold with its flange secured to a plywood frame, the cardboard tube stem mold,
and the metal stake, assembled and ready for concrete.
The stem/stake portion of the product may be cast and cured as a separate unit ahead of time,
and simply embedded in the final cast.
[Contents]
Casting and Curing
Latex molds require no debonding compound; concrete may be placed directly in the mold.
DO NOT APPLY ANY KIND OF OIL TO THE LATEX. Mineral oil, vegetable oil, any
oil will destroy the mold. Silicone spray is safe to use, but is not necessary.
Concrete Proportions:
Small stone, not larger than 3/8 inches, is best. By weight, use about three parts stone,
three parts sand, and two parts cement.
By volume, use 2 parts stone,
2 1/2 parts sand, and 2 1/2 parts cement.
Type 30 High Early cement was used in most of the pieces, but masonry cement is fine.
In fact, the darker masonry cement is preferable for the backgrounds in the stepping stones.
Pigments:
If desired, powdered pigments may be added and blended while the mix is dry.
Unless you want a "marble" effect, ensure that the pigment is mixed thoroughly in the concrete.
Use pigments sparingly, as too much powder causes loss of concrete strength.
Most of these pigments are iron oxides and come in "earth colors", such as umber, ochre or sienna,
creating tones that fit well in the garden.
Better results are obtained with gray rather than white cement.
Workability:
A stiff mix with a low ratio of water to cement will attain a higher early strength.
However, this makes the mix difficult to consolidate and encourages the formation of voids,
which are undesirable in casts where aesthetics are a consideration.
Temporary workability may be imparted to concrete by adding a superplastcizer or retarder.
The key ingredient here is soap, which acts as a dispersing agent. A bit of liquid dish soap added to the mix will
work as well as the commercial superplasticizers.
The proportions given above will produce a mix that is workable while attaining sufficient
strength in a reasonable time, and the use of retarders is not normally a concern.
Casting:
The concrete should placed in the molds in small quantities. In a complex mold,
it is best to place a bit of slurry or grout first and knead the mold. Then, sharply tap the edges of the
board the mold is mounted on against a hard object to consolidate the concrete.
Repeat this a couple of times to ensure that voids will not occur,
especially when casting pieces where it's impossible to see potential voids.
Continue placing and vibrating the concrete until the mold is almost full.
Then, place the mold on a frame that supports the plywood, but doesn't interfere
with or distort the work
and leaves it suspended upside-down (even a cardboard box will serve for this purpose).
Until now, no mention has been made of the mushroom stems.
To make the stem, take a cardboard tissue paper roll and fill the roll with concrete,
tapping periodically to ensure consolidation and remove voids.
A small piece of cardboard or plastic underneath the roll will retain the mix.
Center a metal rod (about 1/8 inch diameter) in the concrete, again gently tapping to create a good bond.
Now hold this assembly just over the surface of the piece already cast, remove the cardboard underneath,
and set the stem assembly gently on the concrete.
The stake should be pushed down into the mushroom/frog portion of the cast about one inch.
Check the stem and stake assembly to make sure it's reasonably plumb,
and tap lightly to ensure the concrete comprising the two pieces is consolidated
and bonded to the metal of the stake.
Curing:
Twenty four hours at about 80 to 100 degrees Fahrenheit yields sufficient strength
to remove most casts without breakage. Simpler shapes, such as the frog, are ready
within 8 hours. (Blunt shapes without flares or cutbacks like the frog
may actually be cast using plaster. This is the purpose for which the latex is sold in art stores).
Stripping:
After the concrete is cured, simply loosen and remove the stove bolts, separate the mold
and cast from the plywood frame, and carefully remove the mold from the work.
This can be a tricky procedure for the more complex shapes,
and experience is the best teacher. Peel the cardboard roll from the stem.
Chamfer any sharp, fragile edges on the mushroom cap with a stone.
Remount the mold on the board, and we're all set for the next cast.
Cleaning Molds:
It is generally unnecessary to clean molds between casts.
However, pigmented concrete may leave an undesirable film behind
that will show up in a succeeding cast of a different color.
The manufacturers recommend cleaning latex forms with water. After washing,
allow the mold to dry thoroughly before the next cast to avoid discolored spots.
In extreme cases, the molds may be cleaned with a mild acid solution such as vinegar.
[Contents]
Finishing Touches
Concrete art looks perfectly good used outdoors in gardens without any further finishing whatsoever.
A clear acrylic coat may be added to help resist the elements.
The use of iron oxide pigments to add "natural" color to the concrete has already been mentioned.
However, concrete is much more flexible in terms of surface finishes.
It is a very textured medium, both to vision and touch,
and this property should be exploited to the fullest.
Paints:
Paint especially tailored for concrete is available, as are enamels that may be baked on at oven temperatures.
Less expensive, and offering a variety of colors, are water soluble acrylic craft paints.
Concrete surfaces will absorb the first layer of these paints easily, and a clear coat may be added for extra protection.
Some of the pieces in the photo gallery have been outdoors from four to five years,
with little or no evidence of wear or fading of colors.
Exposed Aggregate:
Commercial retarders are available, but the key (and hopefully non-toxic) ingredient is sugar.
Just mix any corn or table syrup with about three to four parts water,
and paint on the surface to be exposed.
After removing the cast, the surface may be brushed or washed to expose the aggregate.
The greatest factors governing the depth of exposure
are temperature and time, and only experience can hone the user's judgement.
It's best to apply the retarder sparingly and allow extra curing time if uncertain.
Make a simple test mold and experiment to determine what curing times and temperatures work best,
rather than casting a time consuming piece.
The edges of the stepping stones and surfaces of the fountains
are examples of exposed aggregate.
Power Washing:
A high pressure power washer was used to remove the outer skin of the concrete
on the stepping stones. This enhances the contrast with any white aggregates used,
creates a pleasing "weathered" appearance, and provides a rough surface for traction.
A similar effect may also be achieved by acid washing.
Acid Washing:
Most of the acid washed surfaces were created using industrial strength acids,
wearing proper safety equipment and under controlled conditions.
The use of these chemicals is dangerous; if you have no training or experience handling
these materials, then play it safe and don't use them.
Vinegar, which contains acetic acid, yields satisfactory results. It's slower and gives less exposure,
but a lot safer than working with the powerful commercially available acids.
First, apply any desired colors to the work.
Then apply an acrylic clear coating twice to all surfaces, painted or not,
that are to be masked (that is, not exposed to the acid).
Wait for one day to ensure the acrylics are thoroughly cured, and immerse the piece in the vinegar.
Scrubbing the surfaces to be exposed periodically with a toothbrush will help the process.
[Contents]
Fountains
A few pointers on casting fountains.
The greatest consideration is the head, or how high the pump
will lift the water. This governs both fountain height, and the diameter of the
run to be cast to accommodate the outlet line from the pump.
The fountains in the photo gallery use 60 gph submersible pumps,
with a head of 18 inches and a 3/8 outlet diameter.
What goes up must come down, so we need methods to control the return of the water to the reservoir.
Study the diagram below. The underlying theme is simple: water cannot run uphill.
First, always ensure that the successively lower basins of the fountain are larger than the upper ones.
Make a simple cardboard template to help judge the required basin size.
Another good idea is to cast a drip check around the bottom rims of basins where the water is
expected to overflow, again keeping the drip line well within the boundary of the lower basin.
Drip checks may easily be cast in using backer rod or weatherstripping.
Each section of the fountain, especially the lowest where the pump outlet and drain runs are located,
should also have a projection of at least one inch cast in the bottom face.
This controls water flowing back through the runs and/or drain hole(s) from the upper levels.
Keep the distance between levels on small fountains to two inches at the most.
Water dripping from a greater height tends to spatter, making a mess if the
fountain is used indoors, and necessitating frequent refilling of the reservoir.
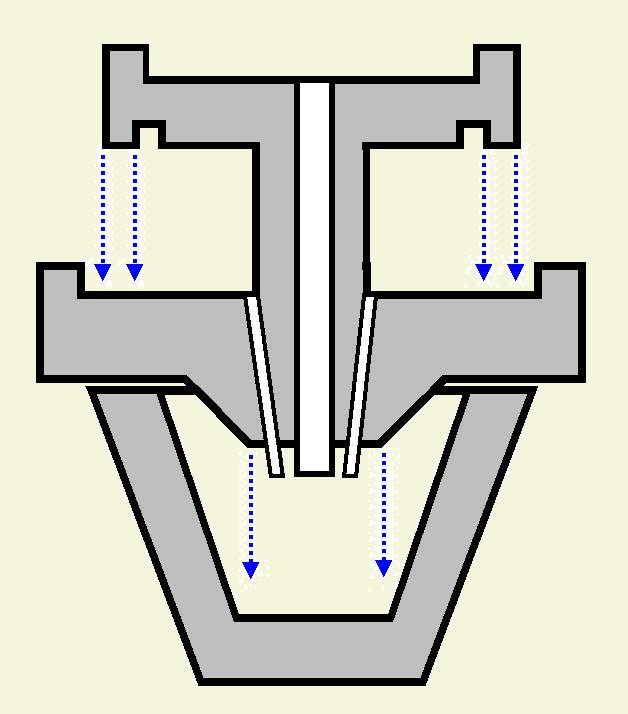
Section through a fountain, showing runs, drains, drip checks and drip lines.
Note how the material used to cast the runs and drains is left projecting about one inch
below the concrete to help control water flow.
[Contents]
Stepping Stones
The outer vertical sides of the stepping stones are exposed aggregate,
the upper surfaces are power washed after curing.
The patterns are created by setting each stone in the concrete by hand.
Choose simple designs (the trillium stepping stones are good examples)
with large areas of bold colors, and outline the borders with black stone for contrast.
Complex patterns will produce poor results.
As usual, experience is the best teacher regarding the mix consistency.
Mixes for these pieces should be proportioned as per the latex mold mixes;
the slightly higher ratio of fines yields a workable concrete which allows the stones
for the patterns to be easily embedded.
Concrete that is too wet will allow the stones to sink, dry mixes create difficulties
when embedding the stones and produce poor bonds.
Good concrete allows about 1 1/2 hours of working time
at room temperature. These stones are from 10 inches to a foot in diameter,
and 1 1/2 to 2 inches thick. The area is
large enough to accommodate a clearly visible picture, and the thickness confers sufficient strength.
Make them too large, and you've bitten off more than you can chew;
the concrete will begin to set before you're finished.
Stepping stones with exposed aggregate surfaces are effective pieces, easy to pour,
and less restricted in terms of size.
A pleasing exposed aggregate concrete for these stepping stones and the fountains
should contain, by weight, about three parts stone, two parts sand, and one part cement;
note the increased stone ratio.
A coarser aggregate such as 5/8 stone also produces better appearance in this type of stepping stone.
Needless to say, if using metal, wooden or plastic molds to cast your stepping stones,
any surface not treated with retarders will require a light coat of oil to prevent the
concete from bonding to the form.
[Contents]
A few final comments:
People think of concrete as a strong material, but its strength lies in its ability
to withstand compression. Under shear or tensile loads, concrete is fragile.
In plain English, try not to create objects that have long projecting parts.
The turtle is at the limits of concrete design, and the head and legs have to be
reinforced by casting nails in the concrete. Without this reinforcement,
these parts would snap off easily.
Removing molds from a shape such as mouse taxes the latex itself to the limit.
In addition to the flare at the cheeks, the ears and nose are oriented in different directions.
The reinforced latex just barely stretches far enough to permit removal of the mold.
The concrete is also stressed when the mold is removed, and must be completely cured to avoid breakage.
Some of the art, such as the bookends, fountains, and splash stones, is comprised of multiple pieces.
When casting a part that will be embedded in a future piece of work, don't be afraid to
leave the bottom face rough and lumpy, and even cast in a few nails at various angles.
During the final cast, vibrate the embedded unit by pulling it up and down rapidly to ensure a good bond.
Speaking of vibration, commercial air and electrical vibrators haven't been mentioned,
and for good reason. Consolidating work done on this scale with the power these vibrators
produce will only create air bubbles in the concrete and ruin the work.
Tapping or shaking the molds is the best method.
That's the basics, enough to give you a running start.
Experiment with new ideas, use your imagination, and have fun!
[Contents]
Back to CONCRETE GARDEN ART Gallery