| HOME | GRANULATORS |PLASTICS EXTRUDERS| SHREDDERS | | |
A. EXTRUDER PSH 125
B. EXTRUDER PSH 90
C. EXTRUDER PSH 63
D. EXTRUDERS: E25; E45; E60; E70; E90; E120
| 1.Purpose of the extruders - Intended for melting,
homogenization and packing of the initial material - polyethylene low and
high pressure, polypropylene,PVC. It is a component part of every extruder
line - for pipes, flexible tubes, blown foil, profiles,isolation of cables
, plastics granulation etc.
2.Description The Extruders are completed with reducers, import from Italy and billets for cylinders from Germany.The Extruders are equipped with computer control produced in Bulgaria with details of Motorola. The extruder has the following basic units:
|
A. EXTRUDER PSH 125
| Description
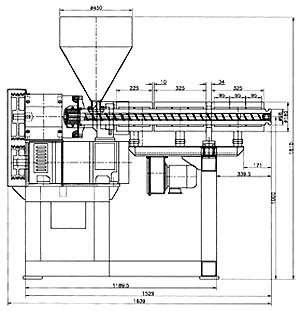
Intended for melting, homogenization and concentrating of initial material. It is completed with reducer and DC motor with thyristor control. The screw and cylinder are made of high quality nitrided steel, wear-resisting. |
Specifications
| 3NOMINAL SCREW DIAMETER /D/ | Ø 4". 92 |
| EFFECTIVE SCREW LENGTH | 25D |
| CONTROL THE SCREW REVOLUTIONS | lightly from 10 to 100 rev/min |
| CONTROL RANGE OF TEMPERATURE | 50 C° to 450 C° ( +/- 0.5 C° ) |
| HEATING ZONES OF THE CYLINDER | 5 |
| ELECTRIC DRIVE | 140 hp |
| HEATING POWER OF THE CYLINDER | 30 kW |
| COOLING OF THE CYLINDER IN THE FEEDING ZONE | water |
| COOLING OF THE REST ZONES | air |
| CAPACITY | 250-300 kg/h |
| REGULATION OF THE SCREW REVOLUTIONS | lightly,through el.motor with thyristor control |
B. EXTRUDER PSH 90
| Description
Intended for melting, homogenization and concentrating of initial material. It is completed with reducer and DC motor with thyristor control. The screw and cylinder are made of high quality nitrided steel, wear-resisting. |
 |
Specifications
|
C. EXTRUDER PSH 63
 |
|
D. EXTRUDERS : E25; E45; E60; E70; E90; E120 (Type Exx)
 |
|
||||||||||||||||||||||||||||||||||||||||||
| Extruders type Exx
The extruders' types Exx are intended for plasticization of thermoplastics. With the extruders Exx are completed all types extruder lines -for production of foil -sleeve and plane, for the production of plates and sections, pipes, hoses and flexible tubes, lines for the production of threads and cord, cable lines etc. Operation It is accomplished through direct -current motor with thyristor control, which allows lightly regulation of the screw revolutions and selection of optimal technological rate. The extruders are completed with reducers, import from Italy and billets for cylinders from Germany. Cylinder and screw Produced of high -quality alloyed steel according to the modern technology. The hardness of the cylinder (on the inner diameter) is guaranteed within the framework of 65-68 Hrc that presumes from 3 to 5 times longer life in comparison with the cylinders, which are produced according to the standard technology. The processing of different types thermoplastic materials presumes use of screws with different geometry and length. We offer optimal versions depending on the processed material. Electric control The electric control of the extruders is situated in separate electric cabinet. Depending on the customer's request we offer and taken out control panel. The electric control includes:
|
|||||||||||||||||||||||||||||||||||||||||||