Jean-Claude Guillermain
Expert en rťduction des coŻts de non qualitť
mobile ę all over the world Ľ
GSM: +33 (0)6 86 66 03
50
Courriel : [email protected]
Anglais Portugais Espagnol (courant)
Le meilleur pour mes clients, dans le
dťlai souhaitťÖÖ
Avec le plus faible investissement possible...
-------------------------------------------------------------------------------
Objectif :Vous appporter des solutions...
--------------------------------------------------------------------------------
Prťsentation
de mon PARCOURS de VIE ę step by step Ľ depuis
1990 (ťtudes et travaux non exhaustifs)
Note : concernant les rťsultats communiquťs, ils
concernent seulement ceux connus,
pendant la durťe de mes missions. Lorsque les rťsultats sont entiŤrement
en gras, ils peuvent mettre
attribuťs ŗ 100%.
1989 - 1990 : Crťation de líentreprise individuelle JCG
Productique et formation
CMP Ė Chambre des Mťtiers
de Paris.
Spťcialitť: - Gestion
ťconomique et financiŤre.
- Stratťgie díentreprise.
AFPA de Paris
Spťcialitť : - Productique (1200
heures) niveau supťrieur au BTS en programmation de MOCN selon
les professeurs du Lycťe Raspail et du Lycťe Marcel Dassault.
1990 - 1992 : (22 mois) Fournisseur
domaine Productique de líAťrospatiale Division Avions.
Usine de Mťaulte, France.
Mission : Reprendre
les gammes de fabrication des piŤces ťlťmentaires de Saint-Nazaire ŗ Mťaulte ŗ
la suite du "Projet Florťal" (Flux organisť selon la philosophie de
Technologies de Groupe et automatisť en ligne de produits (44 familles de
piŤces infťrieures ŗ 1 m3).
Rťalisation : - Reverse
engineering en ťquipe des dossiers de líusine Aťrospatiale de Saint-Nazaire
pour líusinage et le montage díťlťments díavions AIRBUS ŗ Mťaulte.
- Modifiť des
programmes ISO d'usinage, pour rťutiliser les outils envoyťs par l'usine de
Saint-Nazaire.
Rťsultats : Fabrication
effective des piŤces ťlťmentaires et rťduction des achats de 240 outils, soit environ 32 000 Euros.
Formation interne ŗ líutilisation :
- des applications informatiques IBM (Netview Access) ; de COPEDOC (accŤs immťdiat aux documents
techniques de líAťrospatiale) ; de
HIFI (harmonisation informatique des
fiches díinstructions de l'Aťrospatiale D.A.)
----------------------------------------------------------------------------------------------------------------
Aimant
acquťrir les connaissances qui paraissent me manquer pour Ítre toujours
employable, j'ai profitť d'avoir des ressources ťconomique pour faire une
formation qui m'intťressť car j"avais appris que pour la Renault 19 TXE que j'avais achetť, les ťquipes projets avaient rťaliser de nombreuses AMDEC,
1992 : CETIM - Centre Technique
de líIndustrie Mťcanique (dťlťgation rťgionale de Senlis-France)
Spťcialitť : - AMDEC [Analyse des Modes
de Dťficiences, de leurs Effets et de leurs Criticitťs]
Mon Contrat avec l'Aťrospatiale n'ayant pu Ítre reconduis pour diffťrente
raisons (Mon travail accompli avec brio, Rťduction des fournisseurs, manque de nouveaux budgets) et les offres
de Hurel Dubois, qui avait ťtť contactť par
l'Aťrospatiale ne me convenant pas, j'ai dťcidť d'aller en Grande Bretagne pour
parfaire mon Anglais et voir si je pouvais travailler avec British Aťrospace situť prŤs de Chester.
Brtitish Aťrospace en 1992
licenciait du personnel et donc n'a pas pu me proposer un travail.
Puisque j'ťtais dťterminť ŗ amťliorer mon Anglais, je suis allť
prospecter dans une Zone Industrielle situťe dans la mÍme rťgion.
J'ai pu dans cette Zone:
1- obtenir une mission chez Malpas Machine Tool Co. situťe ŗ Wrexham Industrial Estate, Clwyd -U.K.
Fabriquant díoutillages
spťciaux et usinages de piŤces en alliages lťgers pour les automobiles Nissan,
Peugeot et Renault.
Fonction :
Consultant Productique (contrat de deux mois de 20h par semaine)
Mission : Rťalisation
du manuel des outils coupants.
Rťalisation : -
Crťť et rťalisť le Manuel des outils coupants.
Le secrťtariat ayant
reÁu un ordinateur neuf, je l'ai rťquisitionnť pour mettre en place une DNC
[Direct Numerical Control] pour les centres d'usinages et j'ai aussi ťlaborť des exemples opťrationnels de programmes d'usinages optimisťs.
Rťsultats : Augmentation de la productivitť de 15 %. Le Manager m'a dit que j'ai vraiment ťtť pas chŤre.
2- Suivre une forametion d'Anglais via NEWI - The North
East
Wales Institute
of Higher Education de Wrexham, U.K.
Spťcialitť: - EFL Summer (Advanced) niveau TOEIC ŗ l'ťpoque = 850
Chez Malpas, Le Manager de la Qualitť me demandant si je pouvais
l'aider pour rťaliser des travaux du domaine de la Qualitť, je dťcidais de
faire une formation chez ESDS - Expert System in Dťcision Support
de Birmingam, U.K.
Spťcialitť : - Gestion
de la Qualitť selon la BS 5750, ťquivalent ŗ l'ISO 9001.
Ayant ŗ m'occuper d'une
demande de brevet ŗ L'INPI franÁaise (voir document en annexe), je rentre en
France et j'essaie de retrouver des missions, en vain. Ayant connu au Brťsil Monsieur
Nascimento Silva, PDG d'une sociťtť Portugaise ancienne et de grande renommť de fabrication de machines ŗ tricoter, qui m'avait dit que si je voyageais un jour au Portugal, il aimerait bien que je
rťalise une ťvaluation de son entreprise. Parlant donc un peu Portugais
"gr‚ce" ŗ mes accidents au Brťsil, ayant ce contact et sachant qu'il y avait ŗ líťpoque moins de 5% de chŰmeurs
au Portugal, en Dťcembre 1992, Je
quitte la France pour rťsider au
Portugal.
DŤs mon arrivť ŗ mon escale ŗ Braga, Monsieur Nascimento
da silva n'ťtant pas disponible, jíai rťalisť un programme ISO pour usiner une
ťlectrode en cuivre avec des formes complexes pour usiner un moule díinjection
pour ABS. Ce travail fut rťalisť pour líentreprise ď BCF Moldes Ē situťe ŗ
Braga, fournisseur de moules díinjection pour líindustrie automobile (exemple
rťtroviseur des voitures Renault 19)
1993 : (7 mois) LUSITANA, sise ŗ Minde, Portugal
Concepteur et
fabriquant de machines pour l'industrie textile.
Fonction : Consultant Qualitť (1
mois)
Mission : Evaluer
les points forts et faibles des processus depuis la conception ŗ l'aprŤs vente.
A la suite de mon
rapport concernant les stratťgies et techniques d'amťliorations, j'ai ťtť embauchť avec la fonction de Chef de Production
en CDD de 6 mois incluant
la qualitť, les mťthodes, les achats, la maintenance et la rťsolution de
problŤmes de clients.
Rťalisations :
- Management des chefs d'ťquipes de
Productions et de maintenance
-
Identification des produits et
cartographie des chaÓnes de Valeur.
-
Synchronisation des processus.
-
MaÓtrise de la Qualitť par líimplantation
de poka-yoke et de cartes de contrŰle des variations
(mťthodologie 6 sigmas)
-
Elimination des stocks utilisant de
líespace (vente aux poids des fonderies dťclassťes)
-
Redťfinition des espaces de travail.
-
Gestion de la production par Kamban.
-
Rťsultats
: 240% productivitť pour le
montage des presses ŗ vapeurs.
Ayant líopportunitť
díavoir un trŤs bon salaire (250 000 Escudos net) ťquivalent ŗ un
Professeur Docteur en Biologie Molťculaire Associť ŗ líUM
[Universitť du Minho) et un challenge intťressant ŗ Braga oý vivait une amie.
Jíai dťcidť ŗ la fin du contrat de six mois de ne pas le renouveler.
1993- 1995 (13 mois) JACA, S.A.
sise ŗ Braga.
Concepteur et
fabriquant de la ligne de mobilier de bureau "ARPA" mťtallique et en
bois exotiques (prix de design en 1993) et de mobiliers scolaires. (80% des
nouvelles ťcoles ouvertes en 1993)
Fonction :
Directeur du dťpartement Qualitť en CDI
Mission : Faire
diminuer les dťfauts majeurs et implanter un systŤme de gestion de la qualitť.
Rťalisations :- Implantť la dťmarche qualitť avec la norme ISO 9004 version 1994.
< Pour ceux qui ne savent pas, la norme ISO 9004 est prťvue pour un usage en interne et non ŗ des fins contractuelles comme la ISO 9001. Elle porte notamment sur l'amťlioration continue des performances et elle est donc trŤs utile pour aller au-delŗ des exigences de l'ISO 9001.
-
Demandť des dťrogations au MinistŤre de
líťducation nationale, pour rťcupťrer les mobiliers scolaires ayant des dťfauts
majeurs.
-
Implantation des 5S, du CEDAC et des AMDEC produits.
-
Implantation du contrŰle des matťriaux (Qualitť et ContrŰle ; contrŰles
destructifs ; contrŰles non destructifs) et des autos contrŰles avec enregistremments.
Rťsultats : Diminution drastique des coŻts de la non-qualitť : de 12 % du CA (514 971Euros) en dťcembre 1993 ŗ 2% du CA en juin 1994 avec un investissement de
prťvention et díťvaluation de seulement 25 000 Euros. (Jíai les
preuves)
Note : Je peux expliquer
pourquoi, malgrť la diminution drastique
de la non-qualitť cette sociťtť ŗ dťposer le bilan.
Avant le dťpŰt de bilan, cette organisation mía
licenciť pour cause ťconomique.
Ayant des
ressources ťconomiques, je ne me suis pas inscris comme chŰmeur et jíai dťcidť
de faire des ťtudes du domaine des systŤmes opťratifs : UNIX, OS/2, MVS,
VMS, OS/400
1995: (6 mois) NAIF -
Clube/Escola de InformŠtica - Braga, Portugal
Introduction aux systŤmes opťratifs.
Programmation avec le langage CLIPPER 5,2 (comparable
ŗ PASCAL ou C++).
Utilisation et programmation de ACCESS et de EXCEL.
1996 : jíai travaillť
chez moi,
1)
ŗ la conception
avec clipper 5.2, díun software díťvaluation de la qualitť des fournisseurs
selon 4 critŤres pondťrťs, et des clients selon 11 critŤres pondťrťs ŗ la suite
de mon article paru dans la revue de LíAPQ
[Association Portugaise de la Qualitť] voir traduction en
annexe ainsi que les JPG du document original.
Mon systŤme est utilisť
gracieusement par de nombreuses organisations de langue portugaise.
Je prťsenterais la revue avec líarticle
pendant un entretien et si nťcessaire le software qui tient dans une disquette
de 1,44 Mo.
2) ŗ la conception díun
software de GPAO basť sur LíABC [Activity
Base Costing] incluant la dťtermination
du COQ [CoŻt díObtention de la Qualitť]
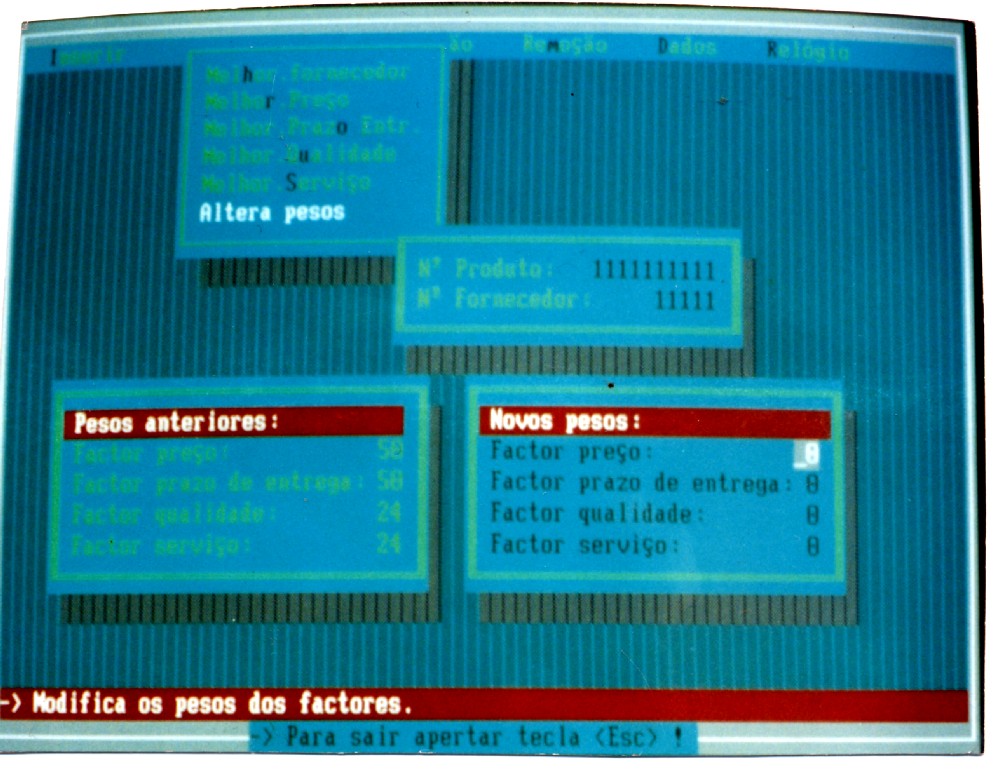
Mon software permet de savoir, en une fraction de seconde, pour un certain produit ę 1111111111 Ľ, quel est le client le plus solvable ę 111117 ou le meilleur forurnisseur ę 11117 .
la photographie de l'ťcran montre les fenŤtres pour modifier la pondťration d'un fournisseur pour un produit.>
3) ŗ la prťparation de ma communication
oral ŗ la 6eme Confťrence Europťenne díAnalyse de Valeur, Estoril (17-18 de Outubro de 1996) intitulťe "IntegraÁ„o
de conceitos especŪficos de
inovaÁ„o nas P.M.I. metalomec‚nicas portuguesas. RelaÁ„o do "VM
- Value Management" com outras aabordagens ŗ inovaÁ„o." Je peux fournir une copie du document
originale.
Note: Jíai ťtť trŤs applaudis par les japonais ayant parlť de Yuri Fukuda (mon pŤre spirituel) et par les
portugais, pour ma connaissance de leur langue, pour avoir parler de leurs
glorieux passťs et pour leur apporter des
solutions concrŤtes pour amťliorer leurs organisations.
1996 - 1997 : (contrat de 4 mois) AGROVIL (www.agrovil.pt)
Concepteur et fabriquant de machines agricoles, de
fonderie de fer nodulaire, fonte grise et des structures mťtalliques lťgŤres.
Fonction : Qualiticien indťpendant
Mission : Assister
le responsable qualitť pour la mise en place de procťdures pour obtenir LíISO
9002.
Rťalisations : - Matrice des processus de fabrication des machines
agricoles
- Crťť un manuel de
classification/codification des piŤces, avec líappui des principes de TG -
Technologies de Groupe, pour construire automatiquement avec des temps justes
(ťcart < ŗ 5%) des gammes types informatisťes d'usinage, de montage et de
contrŰle des machines agricoles.
- Crťť un logotype plus
dynamique et agressif (triangle rectangle gris et
nom en orange
presque rouge, traversant le triangle.
Monsieur Agostinho VilaÁa da Cunha (PDG et
Patron) mía proposť la Direction du
Dťpartement díingťnierie Simultanťe que jíavais crťť avec le responsable
Qualitť.
Je níai
pas acceptť car le salaire me paraissait trop faible (220 000 Escudos
(900 Euros)) par rapport ŗ la responsabilitť.
1997 - 1999 (24 mois incluant seulement 15 jours de
vacances) TEGOPI,
S.A. (www.tegopi.pt
Concepteur
et fabriquant de ponts roulant. Fabriquant de tours ťoliennes, de structures mťtalliques lourdes et des
sous-ensembles des grues mobiles
franÁaise PPM.
Fonction : Qualiticien indťpendant
Mission : Audit des
pratiques dans les ateliers versus procťdures d'Assurance Qualitť
approuvťes.
Rťalisations : - Evaluť le systŤme de qualitť selon les procťdures
d'Assurance Qualitť approuvťes.
A la suite de mon excellent rapport, TEGOPI mía laissť carte blanche pour
rťaliser díautres travaux permettant des amťliorations.
- Rťalisť statistique,
dťtermination des Cp et Cpk des procťdures de contrŰle des structures
pour le tablier du pont 25 Avril de
Lisbonne.
- Rťalisť les
procťdures pour la maÓtrise des ťquipements de Production
- Crťť un manuel de classification/codification
des piŤces pour construire automatiquement (TGAO [Technologie de Groupe
Assistť par Ordinateur]) et avec des temps justes (ťcart < ŗ
3%) des gammes de soudure, d'usinage, peinture, transport des sous-ensembles des grues mobiles PPM, pour intťgrer
dans líERP SAP R3.
- Dťtermination des risques HSE [selon les savoirs
que jíacquťrais pendant ma formation en cours du soir et les samedis au CINFU-
Centre de Formation Professionnel de la Fonderie du Portugal et au CINFIM Ė Centre de Formation Professionnel de líindustrie
Mťtallurgique et Mťcanique du Portugal.
Spťcialitť de niveau Niveau ťquivalent au Master
QHSE de l'ENSAM FranÁais:
- Organisation des services díhygiŤne et de
sťcuritť selon la BS8800
- Gestion environnementale ISO 14001 et EMAS
- Auditeur de la Qualitť ISO sťrie 9000.
Rťsultats :
- Moins díaccidents, plus de visibilitť, plus de
propretť.
- Jíai ťvitť une explosion qui aurait pu Ítre dramatique.
- Certification qualitť selon ISO 9002 version
1994, implantation du SAP R3, augmentation du chiffre díaffaire de 30%.
Note : Je peux prťsenter :
-
les copies des Pareto
concernant la maintenance des ťquipements de Production ;
-
la photo du combustible qui aurait pu causer líexplosion de la zone de
Peinture
-
les certificats incluant le contenu de mes formations QHSE.
J'ai ťtť contactť par SQA SERVICES-USA pour faire partie de leur Team d'inspecteur en Europe. Malheureusement au portugal il n'y avait aucune production pour leurs clients.
Fin 1999: BRIEL ( www.briel.pt
)
Concepteur et
fabriquant de machines ŗ cafťs et de moules pour produire des piŤces en
plastique pour l'industrie des appareils ťlectromťnagers et des automobiles.
Fonction :
Qualiticien indťpendant
Mission :
Evaluation des points forts et faibles des systŤmes opťrationnels.
Rťalisations : -
Rapport concernant les stratťgies et techniques d'amťliorations.
- crťation díun dťpartement
díingťnierie simultanťe.
Rťsultats : Certification
qualitť selon ISO 9002 version 1994 et amťlioration du CA.
2000 :
(CDDde 6+3 mois) Quantal ( www.quantal.pt )
Organisation de fabrication de prototype
et de coupe par LASER pour líindustrie automobile
Fonction
: ContrŰleur, Dessinateur projeteur avec AutoCad LT, 14 et 2000 et Programmeur avec Lantek et Venus
Janvier 2001 ŗ mars 2001 : De Nadai ( www.denadai.fr ), Bon
Encontre Ė France
- Rťalisation des dossiers des machines
pour la maÓtrise des ťquipements de production et de contrŰle.
Avril
2001 ŗ mai 2001 : SETCA ŗ
Paris
Fonction : Site Manager
Mission : Embaucher un mťcanicien local et superviser le
montage de la partie mťcanique díun turbogťnťrateur de 12 MW sur le site
díincinťration de Huddersfield ĖU.K.
Rťalisation : - embauche
du mťcanicien, rťception de la turbine et de líalternateur, alignement de la
turbine et de líalternateur.
Rťsultat : turbogťnťrateur
OK pour recevoir les tuyauteries.
Juin
ŗ septembre 2001 :
- Prťparation ŗ des entretiens díembauche.
- Etude de la nouvelle norme ISO 9001
-
Prťparation du dossier pour líANVAR concernant la crťation díune organisation innovante pour construire le ę AIRANDSUNCAR Ľ
L'Anvar m'a rťpondu que mon projet n'ťtait pas asez innovant.
Depuis cette rťponse je bataille.
Entretiens gelťs ŗ cause de lĎattentat du 11 septembre 2001, par exemple chez Pinguelly Holaute pour une
fonction de Direction Qualitť.
Note : Ayant des difficultťs ŗ
trouver un travail rťmunťrť, voulant dessiner mon concept de voiture
ťlectrique nommť ę AIRANDSUNCAR Ľ, jíai dťcidť en octobre 2001 de faire une formation (175 heures plus 70 heures de stage dans
une sociťtť usinant des piŤces pour líaťronautique) via le GRETA
de Mont de Marsan de Dessinateur-Concepteur
sur CATIA V5 que je maÓtrise ď part
et surfacique Ľ
Malheureusement je níai pas pu avancer
beaucoup avec le design du ę AIRANDSUNCAR Ľ
car la rťvision 4 sur laquelle nous avons travaillť bloquait souvent.
2002 : SQA SERVICES
Fonction : Qualiticien associť
Rťalisation :
- >Inspection qualitative
de matťriels rťfractaires transfťrťs de France en Inde.
Ets.
KHENTEUR (www.akhenteur.com) situťe ŗ Sidi Bel AbŤss.
Premier Concepteur et
Fabriquant de composants ťlectroniques automobiles en Algťrie: Principalement des centrales clignotantes.
Fonction :Consultant QHSE
Mission : Evaluation du travail pour
l'implantation du systŤme ISO 9001 versions 2000.
Rťalisations : Rapport
concernant la mission et diagnostic HSE {HygiŤne Sťcuritť Environnement}
- Intervention pour
rťsoudre un problŤme de non qualitť.
Rťsultats :
-
Certification
selon la norme ISO 9001 version 2000 et TS16949 en
cours.
-
Amťlioration
de la santť des employťes et
augmentation de la productivitť.
Rťfťrence : Monsieur Ali Khenteur, PDG (Tťlťphone :
213 48 567 825)
2002 ŗ 2005 : travail non rťmunťrť sur mes inventions, Volontaire assistance
informatique au Secours Populaire d'Agen, recherche díorganisations voulant
amťliorer leur communication et leurs COQ [CoŻts díObtention
de la Qualitť].
Depuis via SQA SERVICES en juin 2005, aprŤs avoir passť
avec succŤs des tests de
connaissances du SPOC (manuel des
conditions díachat díHoneywell
Engine, System & Services ŗ respecter par ses fournisseurs) et des
normes et outils de contrŰle Qualitť, je faisais partie du Team des Inspecteurs Qualitť díHoneywell Engine, System &
Services avec le sceau de ContrŰle numťro HTSI 124
Mes missions ponctuelles en JIT consistaient
ŗ rťaliser des inspections de dossiers de fabrications de hardwares
aťronautiques chez des fournisseurs europťens, comme par exemple www.auxitrol.com , www.liebherr.com , www.ahg.fr , www.tital.de
Depuis Fťvrier 2007, je fais aussi parti du vivier des inspecteurs Qualitť de www.dueerreravenna.com sise ŗ Ravenna - Italy (avec le numťro du sceau de contrŰle 409) pour des missions non obligatoires ŗ moins de 150 Km de mon domicile. (Je n'ai pas encore reÁu d'offres de missions)
Monsieur Stephan Benoit, Chief Inspecteur de Liebherr ŗ Toulouse ainsi que Monsieur Gil
Lassaigne, Directeur
Qualitť de AHG qui me recevaient lors de mes
inspections, peuvent vous parler de mon bon comportement.
2006: HONEYWELL AEROSPACE
- Etude du SPOC Manual,
rťvision F
Missler Software de Toulouse.
- Utilisation de TopSolid
prÍtť pendant 30 jours.
AIAG [Automotive Industry Action Group]
- Etude de la norme TS16949 et des Principes de LFT.
2008: SUD MANAGEMENT
- Formation juridique, financiŤre, commerciale et communication.
DIVERS
-
Sans charge
familiale
-
Recherche de
sponsors pour fabriquer le ę AIRANDSUNCAR Ľ
-
Recherche et
dťveloppement de turbines non polluantes
fonctionnant avec des gaz constituťs de
trois atomes comme par exemple le CO2 dopť par des UV.
-
Intervention sur
des forums pour ťviter les gaspillages.
-
Crťation de pages
HTML et rťfťrencement sur Internet pour
des amis.
-
Photographie
visible via : http://www.geocities.com/jguillermain/Jean_identite.jpg
Mon CV en anglais est visible via :
www.geocities.com/jguillermain/CV-ANGLAIS.html
Mon intelligence ťmotionnel est visible via :
http://www.geocities.com/jguillermain/Profil_test_10_2004.htm
Articles Publiťs au
Portugal ayant une relation avec la qualitť et l'ťcologie
(1994) "AvaliaÁ„o Qualidade Fornecedores."
Tecnometal, 95: 11-15.
(1996) "AvaliaÁ„o Qualidade
Fornecedores." Qualidade, 2: 40-42.
(1998) ďCarroÁaria leve sem encargosĒ Jornal de Noticias, 28/03/98
(1998) ďNovembro, mÍs da ďQualidadeĒĒ Jornal de Noticias, 19/11/98
(1999) ďMaceira/Souselas:gases tůxicosĒ Jornal de Noticias, 10/01/99
Informatique
Utilisation courante de logiciels de
Bureautique : Excel, Access, Power point, Project
Utilisation de progiciels de gestion :
SAP/R3, Prostar MRP
Utilisation professionnelle de CAO/DAO :
CAD/CAM T1200, Lantek, AutoCad
LT, 14, 2000 et maquette numťrique: CATIA V5 et TOpSolid
2006.
Raisons
pour laquelle mon expťrience professionnelle pourrait favoriser ma
candidature ;
A.
Jíai une trŤs
grande expťrience de la chaÓne Etude/Ingťnierie Simultanťe / Qualitť / Production et de
la roue de Deming
PDCA [Plan Do Check Act]
B.
Je trouve
rapidement des solutions dťfinitives aux ťventuels problŤmes.
C.
Je sais crťer
des animations DFMA, AMDEC, Kaisen 5S, CEDAC,
Poka-yoke,
SPC six sigma, 10 M, et conduire au changement en renforÁant les
comportements positifs des travailleurs avec líoutil ABC [Antecedant
Behavior Consequence] du Dr
Aubrey C. Daniels et la
thťorie XY du DR Douglas McGregor.
D.
Jíai ťtudiť et
utilisť chez Lusitana, Tegopi,
et JACA, S.A. des outils díanalyse, de rťduction des coŻts & díamťlioration
qualitť produit/process.
DFMA [Design Fot Manufacture and Assembly]
FAST [Function Analyse
System Technique]
AV [Analyse de
la Valeur] et líIS [Ingťnierie Simultanťe]
SMED [Single Minute Exchange of Dies]
CEDAC [Cause and Effect Diagram with Addition of
Cards]
I thing the fact that I am mature, will all the
experience of working in so many situations with a variety of people, coupled with my work ethic,
reliability and the fact that I enjoy what I do, make my age a definite plus
for your organisation. I would love the opportunity to show you how valuable I
can be to you.
Suite documents
annťxťs.
Annexe 1 : invention du stylo surligneur.
Annexe 2 : Traduction de mon article AQF
Annexe 3 : Concernant mon Projet Qualitť chez JACA , S.A.
ANNEXE 1
|
|||||
|
Nķmero de publicaciůn(PN) |
WO1994009997 A1 |
Fecha de publicaciůn
internacional
|
1994-05-11 |
||
|
Clasificaciůn
internacional de patentes(IPC) |
B 43 K 27/8 |
Solicitantes |
GUILLERMAIN, Jean-Claude, Louis, Arthur |
||
|
Nķmero de solicitud internacional (AN) |
PCT FR 9201005 |
Inventores (INV) |
GUILLERMAIN,
Jean-Claude, Louis, Arthur |
||
|
Fecha de presentaciůn
internacional |
1992-10-28 |
Prioridad (PR) |
US 7/967,362 1992-10-28 |
||
|
PaŪses designados
(DS) |
BR US AT BE CH
DE DK ES FR GB GR IE IT LU MC NL SE |
||||
|
TŪtulo en inglťs
(ET) |
WRITING
INSTRUMENT WITH SIMULTANEOUS MULTICOLOUR HIGHLIGHTING |
||||
|
TŪtulo en francťs
(FT) |
INSTRUMENT D'ECRITURE ET D'ENROBAGE D'ENCRE MULTICOLORE
INSTANTANE |
||||
|
Resumen en inglťs
(AB) |
A writing
instrument in which the characters of words may be highlighted selectively
and simultaneously with an attention-drawing ink. Said instrument consists of
a shaped body (1) containing a movable ring-shaped member (3) with 2 or 4
cavities filled with fluorescent ink (3z and 3w). A stationary cartridge (4)
containing non-fluorescent ink (41) is attached to the body (1) and extends
down the middle of the ring-shaped member (3) to allow normal writing. One or
more screws (2) are provided for activating the writing portions (3g and 3h)
of the movable member (3). |
||||
|
Resumen en francťs
(AF) |
L'invention concerne un instrument d'ťcriture, permettant
instantanťment au moment voulu, d'enrober et dťpasser en largeur le trait
principal, par une encre faisant ressortir les caractŤres des mots, sur
lesquels l'on veut attirer l'attention. Cet instrument est constituť d'un
corps profilť (1), contenant un profilť torique mobile (3), ayant 2 ou 4
cavitťs emplies chacune d'une encre fluorescente (3z et 3w). Fixť au corps
(1), un rťservoir immobile (4), d'encre non fluorescente (41), passant par le
centre du profilť torique (3), permettant une ťcriture normale. Une vis (2),
ou plusieurs vis, selon les configurations, permet d'actionner, les parties
traÁantes (3g et 3h) du profilť mobile (3). |
||||
{kind=link}
ANNEXE 2
Traduction de
mon article paru dans la revue de l'Association
Portugaise pour la Qualitť en Avril 1996.
AQF
- EVALUATION QUALITE FOURNISSEUR
Jean-Claude Louis Arthur Guillermain *
.
Le besoin d'avoir des produits standard ou sous traitť qui
arrivent en JIT (juste ŗ temps) pour rťduire les coŻts, ne pas bloquer le
montage, ne pas polluer, avec un prix d'achat acceptable et la qualitť requise,
oblige toutes les organisations ŗ ťvaluer leurs fournisseurs. Pour cela
quelques pas sont nťcessaires:
1į Pas: Concevoir
ou utiliser une classification/codification pour les produits standard et une
classification/codification des fournisseurs par familles de produits.
Les codifications (1) analytiques significatives des produits
dťpendent directement de l'activitť de l'Organisation. En fabrication mťcanique
on recherche une technique de classification
qui peut aussi servir de base ŗ une Technologie de Groupe.
La Technologie de
Groupe (TG) peut Ítre dťfinie comme la rťunion systťmatique de toutes les
piŤces ťlťmentaires, composťes et les matťrielles qui ont les mÍmes fonctions
d'emplois, la mÍme matiŤre premiŤre, la mÍme morphologie ou typologie (forme de
rotation ou cubique, trous, dimensions, etc.) Cette rťunion en famille permet
de rťaliser des gammes d'usinage morphologiques et est utile pour diminuer les
temps des procťdťs, les stocks et les machines utilisťes.
2į Pas: Rťaliser
une application manuelle ou informatique (2) pour l'obtention d'une analyse qualitative
des fournisseurs.
Un des systŤmes peut utiliser des variables
V.P. - Variable prix;
V.E. - Variable dťlais;
V.Q. - Variable Qualitť du produit;
V.S. - Variable service
V.P. - Variable
prix
1 - Fournisseur incapable de baisser ou de nťgocier son
prix.
2 - Fournisseur avec
un prix de monopole.
3 - Fournisseur capable d'accepter la rťvision de son prix,
malgrť qu'il ne le baisse pas pour l'ťgaliser ŗ celui de ses concurrents.
4 - Fournisseur capable d'accepter l'ťtude de la rťvision de
son prix et l'imposer au mÍme prix que ses concurrents.
5 - Fournisseur capable d'analyser son prix pour obtenir une
solution plus ťconomique.
V.E. - Variable
dťlais
1 - Fournisseur incapable de respecter les dťlais.
2 - Fournisseur avec des dťlais infťrieures, mais qui ne
respecte pas les dťlais qu'il confirme.
3 - Fournisseur avec des dťlais ťgaux ŗ ses concurrents et
qui les respectes ŗ 90%.
4 - Fournisseur ťquivalent ŗ ses concurrents et qui prťvient
lorsqu'il ne peut pas tenir les dťlais.
5 - Fournisseur dont les dťlais confirmťs et respectťs sont infťrieures ŗ ses concurrents.
V.Q. - Variable
Qualitť du produit
1 - Fournisseur qui oblige ŗ un contrŰle total (100%)
2 - Fournisseur qui est contrŰler mais avec des dťfauts
mineures.
3 - Fournisseur ayant un niveau de qualitť satisfaisant et
presque sans retours.
4 - Fournisseur d'un niveau de qualitť Sigma 4-5, mais avec
quelques dťrogations.
5 - Fournisseur ayant une qualitť toujours homogŤne, sigma
6; fournisseur certifiť ISO 9001, EN9100, TS 16949.
V.S. Variable
service
1- Fournisseur dťsintťressť et complŤtement incapable de rendre des services.
2 - Fournisseur capable de collaborer dans des cas spťciaux,
mais rarement.
3 - Fournisseur qui collabore dans le cas ou le service lui
rapporte beaucoup d'argent.
4 - Fournisseur qui concrŤtement collabore avec le
dťpartement d'achat.
5 - Fournisseur intťressť par le comportement de ses
produits; fournisseur ayant la possibilitť de fournir ses produits sans
planification, avec des dťlais spťciaux.
A chaque variable qualitative est attribuťe une variable de pondťration
selon le type d'affaire et en accord avec l'importance que ce facteur (variable
qualitative) ŗ pour l'organisation.
Une personne habilitťe ŗ l'achat d'un produit entre le code du produit qui peut avoir 20 digits - dans le software AQF (2) - et voir apparaÓtre
une liste des fournisseurs de ce produit, oý les fournisseurs sont prťsentťs
par ordre dťcroissant de la valeur
totale de l'ťvaluation avec toutes les
variables ou seulement pour la variable qui nous intťresse.
Dans le software il est possible de visualiser toutes les donnťes sur les produits ou les
fournisseurs et modifier les diffťrentes variables qualitť ou de pondťration.
3į pas: Rťaliser
une prť -qualification de l'ťventuelle fournisseur.
Quand un fournisseur potentiel offre ses services au
dťpartement des achats de l'organisation, ce dťpartement peut indiquer la
nature des travaux qui peuvent ťventuellement
Ítre confiťs et aprŤs un accord de principe sur les clauses des achats.
Ce dťpartement peut demander le manuel de sťcuritť et de la qualitť ou donner
origine ŗ une fiche de prť ťvaluation
dans laquelle les donnťes connues renseignťes (que la synthŤse permet juger ŗ priori)
permettent de connaÓtre la capacitť du "savoir faire du fournisseur".
Quand le fournisseur est certifiť, le dťpartement des achats
peut demander la liste des prix, les dťlais, les services possibles, les degrťs
ou classes de qualitť des produits.
La fiche d'ťvaluation est un questionnaire qui peut inclure
les donnťes suivantes:
-
Organisation gťnťral:
Organigramme hiťrarchique; organigramme
fonctionnel.
-
Identification des
activitťs, principaux secteurs, nature
des rťalisations.
-
Produit: est-il
registrť dans un catalogue? Depuis combien d'annťes est-il fabriquť? Quelle est
la couverture de la production pour les stocks? Quelle est la durťe de la
disponibilitť des piŤces de rechanges pour le produit? Une compagnie
d'assurance couvre le risque de fabrication du produit? Liste de ses
fournisseurs, type et origine des matťriaux.
-
Moyens de production:
Puissance installťe? Horaire de travail et organisation?
Parque des machines, compositions et ages.
Maintenance corrective? Programme formalisť de maintenance
prťventive? Programme formalisť de maintenance conditionnel? Ratios utilisťs
pour ťvaluer la capacitť et le rendement des machines? Gestion des ťquipements
de prťvention et d'essais? Locaux climatisťs? Sales propres (classe?) Locaux
spťciaux? Machine CNC, Laser, Plasma?
-
Gestion de la Qualitť:
Qualitť et certification ťventuelle.
-
Organisation
commercial: Composition? Agents ou concessionnaires? Informent par avance les clients de l'ťventuel abandon de
fabrication de produits? Les matťrielles sont envoyťs
avec une note d'instruction gťnťral et d'un plan (montage, exploitation,
maintenance) Sur quels indicateurs sont rťalisťs les calculs de rťvision des
prix?
Etes-vous intťressť ŗ
l'utilisation et au comportement de vos produits? Etes-vous capable de analyser
avec notre organisation votre prix en vue d'une solution plus ťconomique? Vos prix sont supťrieurs ŗ vos concurrents?
Communiquer les prix. Vos prix sont ťgaux ŗ vos concurrents? Communiquer les
prix. Vos prix sont infťrieurs ŗ vos concurrents? Communiquer les prix. Vous
respectez absolument les dťlais d'e remis. Vous avisez quant vous ne pouvez pas
respecter votre dťlai? Quant vous confirmť un dťlai, il est respectť?
4į pas: Evaluation
provisoire des fournisseurs
Conforme aux rťponses donnťes dans la fiche d'ťvaluations
renseignťes par le fournisseur non certifiť, et le Manuel de Sťcuritť et de
Qualitť du fournisseur certifiť, nous
pouvons donner un classement initial.
Pour cela reprenons les quatre variables/ V.E. - V.Q. - V.S. - V.P.
La valeur (points) de la variable prix (V.P.) et la valeur
de la variable dťlai (V.E.) peuvent Ítre dťjŗ rťaliste ŗ recevoir la liste
des dťlais et des prix. Les autres
valeurs seront modifiťes selon l'historique des relations commerciales. Le
fournisseur avec le plus bas prix reÁois
la meilleure valeur en points - les autres fournisseurs reÁoivent une attribution de valeur (points) conforme au pourcentage de
diffťrence des prix prťsentťs.
Le fournisseur avec
le plus court dťlai de remise reÁois la
meilleure valeur en points. - les autres fournisseurs reÁoivent une attribution de valeur (points) conforme au pourcentage de
diffťrence de dťlais.
5į pas: Teste du
fournisseur
Avec cette prť qualification nous pouvons commencer ŗ rťaliser des testes sur des
commandes.
Nous allons exemplifier avec le fournisseur nį 54210 (par
exemple), qui apparaÓt avec la meilleure note: V.S. = (5x4) + V.Q. = (4x4) +
V.E. = (5x4) + V.P. (5x4); Total = 72 points
Nous fournissons tous
les documents nťcessaires pour un travail bien fait:
- Cahier des charges administratives; - Cahier des charges
fonctionnelles; - Instruction de production (ťventuellement); - Plan de rťserve
relatif aux traitements de superficies ou de traitements thermiques
(ťventuellement); - Instruction gťnťral de contrŰle (ťventuellement) ; -
Certificat de conformitť du produit ŗ renseigner; - Gamme de contrŰle
pťriodique des outillages (ťventuellement)
Le prťlŤvement de l'ťchantillon pourra Ítre d'une dimension
de 2% d'une piŤce d'un lot ou 5% des caractťristiques lorsqu'il s'agit d'une
piŤce unique.
La valeur de la variable qualitť dťpendra de la quantitť des
lots acceptťs sur la totalitť de la commande, moins une taux de dťmťrite selon
la criticitť du dťfaut (voir cadre 1), la perturbation du flux de la
production, aggravť en plus d'un autre taux
pour le dťfaut venir d'un fournisseur certifiť ISO 9001.
Pour les remises suivantes le fichier dans le software de l'historique du fournisseur permettra au responsable de la gestion de la
Qualitť de juger la modulation de ce pourcentage en fonction des informations accumulťes. Les
autres valeurs suivent le mÍme traitement que les fournisseurs non certifiťs.
En rťsumť, la solution pour amťliorer la Qualitť dans tous
les domaines, baisser les coŻts, ťviter les pollutions avec des produits qui terminent au rebus est
le travail en association et coopťration permanente entre acheteurs et
fournisseurs. Bien comme avoir toujours prťsent que on ne peut pas dťpendre ŗ
peine du prix , mais ŗ la valeur des fonctions du
produit.
La rťception des
produits des diffťrents fournisseurs oblige ŗ des mesures de prťcaution
diffťrente;
Ainsi pour:
Fournisseur sans organisation de contrŰle
La mesure peut Ítre effectuť sur 15% des caractťristiques du
produit ou, quant il s'agit de lots importants, la solution utilisťe peut
consistťe ŗ effectuer un prťlŤvement
conforme ŗ la norme Mil Std 105D ou NFX 06.022
ou une autre norme de notre organisation.
La valeur de la variable qualitť (V.Q.) dťpendra de la
quantitť de lots acceptťs sur la totalitť de la commande moins un taux de dťmťrite selon la criticitť du dťfaut et
la perturbation du flux de la production.
La valeur de la variable dťlai (V.E.) pourra dťpendre de la
quantitť d'heures ou de jours de retard par rapport ŗ l'heure ou au jour prťvu
de rťception.
La valeur de la variable service (V.S.) peut Ítre basťe sur
le pourcentage des promesses maintenues.
∑
Fournisseur avec une
organisation de contrŰle
Comme la certification ISO 9001 d'un fournisseur n'est pas
synonyme d'une confiance aveugle, l'efficacitť du contrŰle du fournisseur
pourra Ítre vťrifiť par un ťchantillonnage.
L'ťchantillonnage pourra Ítre d'une dimension de 2% des piŤces d'un
lot ou 5% des caractťristiques quant il s'agit d'une piŤce unique.
La valeur de la variable qualitť dťpendra de la quantitť des lots acceptťs sur la totalitť de
la commande, moins une taxe de dťmťrite selon la criticitť du dťfaut (voir
cadre 1), la perturbation du flux de production, aggravť en plus d'un autre
taxe pour le dťfaut venir d'un fournisseur certifiť ISO 9001.
Pour les remises suivantes, le fichier, situť dans un
software, de l'historique du fournisseur
permettra au responsable de la
gestion de la qualitť de juger la modulation du pourcentage en fonction des informations accumulťes. Les autres
valeurs suivent le mÍme traitement que les fournisseurs non certifiťs.
En rťsumť, la solution pour amťliorer la qualitť dans tous
les domaines, baisser les coŻts, ťviter la pollution avec des produits
dťfectueux qui terminent au rebus est le
travail en association et coopťration permanente entre acheteurs et
fournisseurs. Bien comme avoir toujours prťsent que on ne peux pas prendre en
compte seulement le prix, mais la valeur des fonctions du produit.
Bibliographie: Voir dans le document original.
Pour dťfinir l'indice de criticitť il est nťcessaire de
former un groupe connaissant les produits (hardwares selon la norme ISO 9001)
et capable de dťfinir les paramŤtres importants d'une matrice de calcul. Chaque
paramŤtre reÁoit une ponctuation de 1 ŗ
5 ou 1 ŗ 10 ou 1 ŗ 20 ou plus, selon la capacitť intellectuelle ou le besoin du
groupe crťateur de la matrice.
Exemple simple pour la criticitť du dťfaut rťalisť avec
un Reverse Engineering de la technique AMDEC - Analyse des Modes de Dťficience,
des Effets et Criticitťs.
Dťfaut
Petit dťfaut visuel = moins 1 point due la valeur
attribuťe
Dťfaut visuel important, sans modifier la fonction
du produit = - 2 points
Dťfaut peu visible mais qui rťduit la vie utile du
produit = - 3 points
Modifie la fonctionnalitť du produit sans affecter la
sťcuritť = - 4 points
Modifie la fonctionnalitť du produit et affecte la
sťcuritť = - 5 points
Frťquence du
Dťfaut
Infťrieur ŗ 1 sur 1000 produits = - 1
Infťrieur ŗ 10 sur 1000 produits = - 2
Infťrieur ŗ 50 sur 1000 produits = - 3
Infťrieur ŗ 250 sur 1000 produits = - 4
Infťrieur ŗ 1000 sur 1000 produits = - 5
On multiplie la valeur du dťfaut par la frťquence
Exemple 3 x 3 = 9 ŗ retirer ŗ la valeur du produit (V.Q.)
Cadre I
Annexe
au CV concernant ma fonction de Directeur Qualitť
Dťcembre 1993 ŗ janvier 1995 : JACA, S.A. (famille de M. Josť Alberto
Carvalho Araujo + banques + entreprise de risques de NORPEDIP) sise ŗ Braga, Portugal
Concepteur et fabriquant de la ligne de mobilier
de bureau "ARPA" mťtallique et en bois exotiques (prix de design) et
des mobiliers scolaires installťs dans 80% des nouvelles ťcoles ouvertes en
1993 au Portugal.
La sociťtť JACA, S.A. avait
ŗ la date de ma prise de fonction, en†
dťcembre 1993, des coŻts de dťfauts majeurs reprťsentant 12
% (514971 Euros) du CA (4 291 425 Äuros)</B< p>
Jíai rťalisť le
diagnostic de l'organisation, depuis la conception jusquíŗ l'aprŤs vente.† J'ai rťuni les 100 employťs ainsi que
l'administration pour leur prťsenter ma nouvelle organisation (a) et les outils
(b) permettant de diminuer drastiquement les coŻts de la non qualitť.
a)
- Nouvel organigramme.
- Regroupement des outils de production sur le site.
- Installation des chefs d'ťquipe et du service
de logistique sur le lieu de production.
-
Open Space pour les Directions : Qualitť, Maintenance, Ingťnierie
Simultanťe, Informatique, pour augmenter la dynamique.
†††††††††††
- Dťrogation pour rťparer les mobiliers scolaires, dťjŗ
installťs dans les ťcoles, non conformes aux prototypes prťsentťs au MinistŤre
de líťducation lors de l'adjudication.
- Questionnaire anonyme ŗ renseigner pour connaÓtre les
sentiments des employťs et les dysfonctionnements.
- Programme de formation (augmenter l'efficacitť des
discussions, savoir ťcrire et rťsoudre un problŤme affichť sur le CEDAC [Cause and Effect Diagram
with Addition
of Cards]
{kind=link}
Rťsultat :
Gr‚ce ŗ l'utilisation du CEDAC et en ťtant en permanence sur le terrain, en
juin 1994, avec un budget de prťvention (mon salaire + les rťunions + les
formations 5W2H [QQQOCPC] + les AMDEC [Analyse des Modes de Dťficiences, leurs
Effets et Criticitťs)) et d'ťvaluation (achats d'outils ťtalons de contrŰle
dimensionnel et angulaire +† rťalisation
des auto-contrŰles) de 25 000 Euros, jíai fait baisser les coŻts de la
non-qualitť ŗ 2% (85 828,50 Äuros)du CA. Le taux d'absentťisme est passť de 5 %
ŗ 1% et la productivitť a augmentť de 10%.
Malgrť mes excellents
rťsultats, la sociťtť a malheureusement dťposť le bilan. (Croissance trop
rapide, pas assez de trťsorerie, la confiance des fournisseurs non payťs et des
banques perdue)
Le docteur
Fernando de Sa, ex reprťsentant de la sociťtť de risque ayant pris des parts
dans JACA, S.A. peut parler de mes rťsultats, ainsi que le Docteur Rogers, ex
PDG extťrieur ŗ la famille de Josť Alberto Carvalho Araujo, ex propriťtaire de
JACA, S.A.